Аналіз прыкладанняў аўтамабільнага алюмініевага харчавання
Высокая шчыльнасць і кошт традыцыйных медных правадоў у аўтамабілях падштурхнулі галіну шукаць альтэрнатыўныя матэрыялы для дасягнення зніжэння выдаткаў і лёгкага вагі. Алюміній стаў ідэальнай заменай медзі з -за добрай праводнасці, нізкай шчыльнасці і нізкай кошту, але ў яго таксама ёсць такія праблемы, як нізкая трываласць і лёгкае акісленне. У артыкуле асноўная ўвага надаецца буйным аўтамабільным магутным кабелі і глыбока вывучае тэхнічныя цяжкасці, якія трэба вырашыць пры замене медзі алюмініем, уключаючы праводнасць, трываласць, паўзучасць сціску, акісленне і адрозненні ў каэфіцыентах цеплавога пашырэння. Аналізуючы міжнародныя стандарты аўтамабільных провадаў, было праведзена тэхніка-эканамічнае абгрунтаванне на замену медзі алюмініяй, і было прапанавана пэўнае тэхнічнае рашэнне: з выкарыстаннем 1 серыі чыстага алюмініевага провада з большай плошчай папярочнага перасеку для замены меднага провада, вынікаючы прынцыпу эквівалентнага супраціву; Забяспечваючы два рашэнні для злучэння з дроту і тэрмінала: зваркі трэння і ультрагукавая зварка, а таксама выкарыстанне двухсценных клеевых цеплавых усаджванняў для герметызацыі. Артыкул дае новы шлях са арыенцірам для аўтамабільных кампаній для дасягнення зніжэння выдаткаў і лёгкага вагі.
Аўтамабільныя праводкі праводзяць па ўсім корпусе аўтамабіля. Традыцыйныя правады вырабляюцца з электралітычнай медзі высокай чысціні, выцягнутай і шарніраванай спецыяльнымі працэсамі. З -за высокай шчыльнасці медзі, агульная маса электраправодкі аўтамабіля перавышае 20 кг, а кошт высокі, што прыносіць ціск на прадпрыемствы. З гэтай мэтай прамысловасць актыўна вывучае альтэрнатыўныя матэрыялы для медных правадоў для дасягнення мэт зніжэння выдаткаў і лёгкай вагі. Сярод распаўсюджаных матэрыялаў правадыра алюміній з'яўляецца ідэальнай заменай. Ён мае добрую праводнасць, другая толькі медзь сярод часта выкарыстоўваюцца металаў і мае вагу. Яго шчыльнасць складае каля 30% медзі, а кошт складае толькі 20% ~ 30% медзі, але ў яго ёсць такія праблемы, як нізкая трываласць і лёгкае акіслянне. У гэтым артыкуле прапануецца эталоннае тэхнічнае рашэнне для замены медзі алюмініем для буйных аўтамабільных магутных кабеляў.
1. Тэхнічныя праблемы, якія трэба вырашыць пры замене медзі алюмініем
Алюміній пераўзыходзіць медзь па кошце і якасці, і ён стаў гарачым месцам для зніжэння выдаткаў і лёгкіх даследаванняў у аўтамабільных кампаніях. Аднак алюміній, які замяняе медзь, па -ранейшаму сутыкаецца з некаторымі тэхнічнымі цяжкасцямі.
1) Праводнасць алюмінія саступае медзі. Калі праблема вырашаецца за кошт павелічэння плошчы папярочнага перасеку алюмініевага дроту, спецыфікацыя алюмініевага дроту неабходна павялічыць на ўзроўні 1 ~ 2, што зробіць алюмініевы джгут больш, чым джгут меднага дроту. Пры арганізацыі джгута неабходна ўлічваць прастору ўстаноўкі і радыус выгібу.
2) Алюміній мае нізкую трываласць. Механічная трываласць складае толькі 1 / 3 з медзі, і яе лёгка зламаць падчас абціскання. Калі аўтамабіль едзе, дрот вібруе, і яго лёгка зламаць, таму трываласць алюмініевага дроту неабходна павялічыць.
3) Алюміній мае значную з'яву паўзучага сціску. Каля 80 ℃, паўзучы ўзмацняецца пад ціскам, у той час як медзь павінна быць вышэй 230 ℃, каб паказаць пэўную ступень сціску. Характарыстыкі паўзучасці алюмінія прывядуць да кропкі злучэння з зменамі тэмпературы і часам пасля абціскання тэрмінала, што ўплывае на электрычныя характарыстыкі дроту.
Такім чынам, тэхналогія злучэння з алюмінія-медрай патрабуе спецыяльнага дызайну, каб забяспечыць надзейную электрычную прадукцыйнасць на працягу ўсяго жыццёвага цыклу прадукту.
4) Алюміній хімічна актыўны. Ён лёгка акісляецца пры ўздзеянні паветра, утвараючы шчыльную і цвёрдую алюмініевую плёнку. Аксід алюмінія валодае моцнымі ізаляцыйнымі ўласцівасцямі і паўплывае на праводнасць алюмініевых правадоў. Калі алюмініевы кантакт з меднымі клемамі ў вільготнай і напружанай асяроддзі, лёгка сфармаваць гальванічную рэакцыю, выклікаючы электрахімічную карозію пры злучэнні і раз'яднанне алюмініевага правадыра. Такую сітуацыю трэба пазбягаць.
5) Алюміній і медзь маюць розныя каэфіцыенты цеплавога пашырэння. Пасля працяглага чаргавання гарачага і халоднага, злучэнне лёгка аслабіць, што ўплывае на надзейнасць пункту злучэння.
2. Аналіз магчымасці і тэхнічныя рашэнні алюмінія, якія замяняюць медзь
1) Аналіз мэтазгоднасці
На міжнародным узроўні ёсць тры асноўныя стандарты аўтамабільных провадаў: амерыканскі, японскі і еўрапейскі. Дзякуючы глабальнай інтэграцыі прамысловых тэхналогій у аўтамабільную прамысловасць, стандарты правадоў розных краін паступова набліжаюцца да серыі міжнародных стандартаў ISO. У цяперашні час большасць бытавых аўтамабільных вытворцаў выкарыстоўваюць медныя драты і прытрымліваюцца міжнародных стандартаў ISO 19642-5 і ISO 6722-1. Гэтыя два стандарты маюць аналагічныя тэхнічныя патрабаванні да драты аўтамабільнай меднай ядра, і абодва падрабязна вызначаюць супраціў, вытрымліваюць напружанне і іншыя характарыстыкі правадоў. Сярод іх ISO 19642-5 мае больш падрабязныя патрабаванні да працаздольнасці дроту.
Замежныя алюмініевыя правады выкарыстоўваліся ў прамысловых дадатках не менш за 30 гадоў. Яны ўпершыню выкарыстоўваліся ў авіяцыйнай індустрыі і пачалі выкарыстоўвацца ў аўтамабільным полі ў пачатку 21 стагоддзя. У 2013 годзе быў выпушчаны афіцыйны міжнародны стандарт ISO 6722-2 для аўтамабільных алюмініевых правадоў, а ў 2019 годзе быў выпушчаны аналагічны ISO 19642-6. Міжнародныя стандарты ISO 19642-6 і ISO 6722-2 забяспечваюць тэхнічныя патрабаванні да дыяметра правадыра, супраціву, супраціву аб'ёму ізаляцыі і г.д. Два стандарты падобныя па змесце, а ISO 19642-6 мае больш падрабязныя патрабаванні да выканання аўтамабільных алюмініевых правадыроў. Такім чынам, дызайн схемы павінна ўсебакова разгледзець гэтыя два міжнародныя стандарты.
Алюмініевыя праваднікі павінны быць эквівалентны медным праваднікам і адпавядаць трох кропак: па -першае, яны павінны пераканацца, што яны маюць аналагічную праводнасць і іншыя ўласцівасці да замененых медных праваднікаў, забяспечваючы ў асноўным арыгінальную функцыю схемы пры замене матэрыялу правадніка; Па -другое, прадухіліць акіслянне алюмініевага провада; Па-трэцяе, дасягнуць надзейнай сувязі паміж алюмініевым дротам і тэрміналам, таму што алюмініевы матэрыял мае нізкую цвёрдасць і можа стомленасць і разрыў пасля выгібу, абмоткі і высокачашчыннай вібрацыі.
2) Альтэрнатывы для праваднікаў электраэнергіі
Параўноўваючы міжнародныя стандарты ISO 19642-5 і ISO 6722-1 для медных праваднікаў, а таксама ISO 19642-6 і ISO 6722-2 для алюмініевых правадыроў, бачна, што, калі супраціў падобны, алюмініевы правадыр мае патрэбу ў большай спецыфікацыі, каб дасягнуць праводнасці, падобнай на медны правадыр.
Еўрапейскі алюмініевы і алюмініевы сплава Стандарт EN 573-3: 2003 прадугледжвае, што алюмініевыя і алюмініевыя сплавы можна падзяліць на 8 серый. Сярод іх серыя 1 - чысты алюмініевы дрот з алюмініевым утрыманнем больш за 99%; Серыя 2 да 8 алюмініевых сплаваў-гэта новыя кампазітныя сплавы на аснове алюмінія, распрацаваныя шляхам дадання розных прапорцый Si, Fe, Cu, Mg, Mn, нана-керамікі і нанаматэрыялаў вугляроду ў чысты алюміній. Матрыца ўмацоўваецца цяплом сплаву. Пры ўмове забеспячэння пэўнай праводнасці трываласць на расцяжэнне алюмініевага сплаву максімальна павялічваецца, забяспечваючы пры гэтым дастатковую падаўжэнне.
Характарыстыка 1 серыі чыстага алюмініевага провада - высокая праводнасць, добрая цеплаправоднасць, трываласць на расцяжэнне 60 ~ 110 МПа і падаўжэнне правадыра больш за 12%. Гэта найбольш часта выкарыстоўваецца алюмініевы правадыр для аўтамабільных кабеляў. Гэты клас алюмініевага дроту падыходзіць для шнуроў харчавання вялікага дыяметра.
Такім чынам, прынцып эквівалентнага супраціву можа быць прыведзены да замены меднага дроту чыстым алюмініевым дротам большай плошчай папярочнага перасеку, а супраціў правадоў да і пасля замены аднолькавы або блізкі. Напрыклад, плошча папярочнага перасеку арыгінальнага меднага провада складае 35 мм2, а максімальны супраціў правадніка на адзінку даўжыні 20 ℃ складае 0,527 мОм / m. Спецыфікацыя алюмініевага правадыра з бліжэйшым параметрам супраціву неабходна павялічыць да 60 мм2. У гэты час максімальны супраціў правадніка на адзінку даўжыні пры 20 ℃ складае 0,525 мм / м.
3) Схема злучэння паміж правадамі і тэрміналамі
① Фармічнае рашэнне зваркі
Тэхналогія зваркі трэння ўзнікла больш за сто гадоў таму. У ім выкарыстоўваецца цяпло, якое ўтвараецца пры трэнні кантактнай паверхні нарыхтоўкі, каб зрабіць нарыхтоўку пластычна дэфармавацца пад ціскам, дасягнуўшы тым самым зваркі. Гэтая тэхналогія шырока выкарыстоўваецца ў грамадзянскіх і аэракасмічных галінах.
Абсталяванне абумоўлівае нарыхтоўку, каб стварыць шмат цяпла пры трэнні, што памяншае цвёрдасць металу, паляпшае пластычнасць і робіць атамы металаў дыфузныя і прахалодныя і крышталізуюць адзін аднаго, утвараючы цвёрды трэнне зваркі. У той жа час хуткаснае трэнне разбурае аксідную плёнку на металічнай паверхні і паляпшае праводнасць зварнага сустава. У параўнанні з традыцыйнай зваркай зваркі, зваркі трэння маюць наступныя характарыстыкі: па -першае, зварная сустава мае высокую трываласць, стабільную якасць, добрую кампанентную кансістэнцыю, а трываласць суставаў эквівалентная тым, што мацярынскі матэрыял; Па-другое, гэта энергазберагальны і экалагічна чысты, без неабходнасці зварачных стрыжняў і ахоўных газаў, падчас зваркі не ўтвараецца таксічныя і шкодныя газы, і абсталяванне спажывае мала магутнасці; Па -трэцяе, зварка трэння можа дасягнуць зваркі розных матэрыялаў, сустаў не мае пары і ўключэнняў, і электрахімічная карозія не адбываецца.
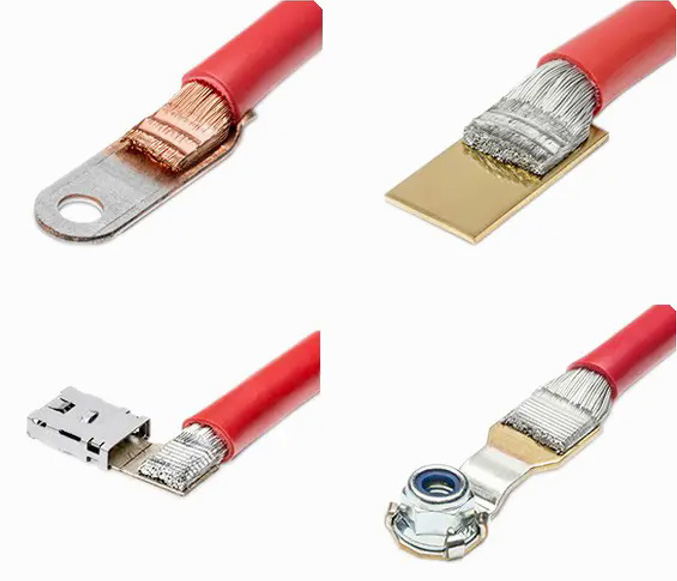
У гэтым растворы кампазітны тэрмінал медзі-алюмінія-"L", які змяшчае метад зваркі, прымае працэс зваркі паваротнага трэння, каб падключыць канцы меднай пласціны і чысты алюмініевы цыліндр хваста. Кожная медная пласціна выкарыстоўваецца для зборкі да батарэі або стартара. Ён выраблены з латуні, мае высокую трываласць, не проста разбіць падчас ўстаноўкі, і паверхневая бляшанка можа палегчыць электрахімічную карозію, выкліканую кантактам паміж латуні і корпусам аўтамабіля. Чысты алюмініевы цыліндр хваста - гэта слупочная полая структура, якая выкарыстоўваецца для злучэння алюмініевага правадыра. Пасля таго, як алюмініевы правадыр змешчаны ў чысты алюмініевы цыліндр па спецыяльным абсталяванні, ён абмалочаным абсталяваннем для каўчання. Чысты алюмініевы провад і чысты алюмініевы цыліндр выраблены з аднаго і таго ж матэрыялу і маюць аднолькавы каэфіцыент цеплавога пашырэння, які можа пазбегнуць пералому стомленасці, калі высокія і нізкія тэмпературы чаргуюцца з -за розніцы ў каэфіцыенце цеплавога пашырэння.

Перавагі гэтага рашэння: кованародная медная пласціна можа адпавядаць патрабаванням зборкі, а алюмініевая трубка, якая злучае алюмініевы провад, можа пазбегнуць пералому стомленасці, выкліканага рознымі каэфіцыентамі цеплавога пашырэння традыцыйнага меднага тэрмінала і алюмініевым правадырам, які не толькі вырашае праблему ўстаноўкі тэрмінальнай сілы, але і вырашае праблему падключэння да выключальніка і алюмініевага правадыра.
Пасля таго, як тэрмінал падлучаны да алюмініевага правадыра, для герметызацыі можа быць выкарыстана двухсценная цеплавая труба з клеем. Цеплавая трубка мае ізаляцыю, карозію і зносаўстойлівасць. Пасля нагрэву спецыяльным абсталяваннем, знешняя сценка скарачаецца, а цвёрды клей на ўнутранай сценцы растае ў вадкі клей, ахопліваючы частку злучэння тэрмінала і паверхню скуры ізаляцыі дроту. Пасля астуджэння і зацвярдзення ён можа дасягнуць герметызацыі і карозійнай устойлівасці і прадухіліць карозію акіслення ў суставах.
②ultrasonic зварачны раствор
З 1980 -х гадоў ультрагукавая тэхналогія зваркі металу ўжывалася для зваркі дроту, выкарыстоўваючы ўльтрагукавую энергію вібрацыі для рэарганізацыі металічнай структуры малекулярнай краты і злучэння тых жа ці розных металаў. Зваркі сустаў дасягае металургічнай сувязі без плаўлення бацькоўскага матэрыялу, які належыць да цвёрдацельнага зваркі і можа эфектыўна пазбегнуць рассыпання і акіслення звычайнай зваркі.
Ультрагукавая тэхналогія зваркі шырока выкарыстоўваецца ў падключэнні правадоў і правадоў, правадоў і клем. Працэс зваркі хуткі, а параметры працэсу можна кантраляваць на працягу ўсяго працэсу. Зваркі сустаў уяўляе сабой чысты металічны раз'ём, на які старэе, паўзучы і стомленасць не ўплывае. Падключэнне цвёрдае, надзейнасць высокая, а кантактнае супраціў нізкі.
Гэтая тэхналогія можа злучыць аднолькавыя ці розныя матэрыялы, такія як медзь і алюміній. Паколькі метал непасрэдна зварваецца, дадатковага прыпою і патоку не патрабуецца. Акрамя таго, ультрагукавая зварка мае нізкі цеплавы напружанне на матэрыяле і ў асноўным не змяняе ўласцівасці зварнага матэрыялу і навакольных матэрыялаў. Ультрагукавая зварка мае просты працэс, высокая трываласць суставаў, добрая праводнасць і шырокі спектр спецыфікацый правадыра, якія можна зварваць. Можна зварваць праваднікі з папярочным перасекам 160 мм2 і нават больш. Падобна да тэхналогіі зваркі трэння, ультрагукавая зварная тэхналогія падыходзіць для падлучэння розных матэрыялаў і формаў, такіх як медзь і алюміній, дрот і пласціна, і шырока выкарыстоўваецца ў дроце і кабельнай прамысловасці. Такім чынам, у гэтым растворы выкарыстоўваюцца латунныя тэрміналы, якія падключаюцца да чыстых алюмініевых праваднікаў з дапамогай ультрагукавой тэхналогіі зварачнага зваркі, і яны абціскаюцца і замацоўваюцца кіпцюрамі на канцах клем для павышэння надзейнасці злучэння. Сапраўды гэтак жа, падвойнае сцежка з усаджваннем цеплавых труб можа быць выкарыстана для герметызацыі злучэння для прадухілення карозіі акіслення ў суставах.
3. Рэзюмэ
Зыходзячы з бягучай сітуацыі высокай кошту і вялікай вагі аўтамабільных медных правадоў, у гэтым артыкуле вывучаюцца стандарты прадукцыйнасці медных і алюмініевых правадоў, а таксама прапануюць тэхнічнае рашэнне для замены медных правадоў на алюмініевыя правады, забяспечваючы новы спосаб для прадпрыемстваў для зніжэння выдаткаў і зніжэння вагі.

 EC-6100 Аўтаматычная машына для рэзкі цеплавой трубы Аўтаматычная апрацоўка машыны EC-6800 EC-6100H Аўтаматычная гарачая апрацоўка машыны Машына для рэзкі гафрыраваных труб EC-830 Аўтаматычная машына для рэзкі кабеляў і труб EC-6500 Аўтаматычная машына для рэзкі кабеля EC-810 Аўтаматычная ротарная рэжучая машына EC-850X Машына для рэзкі гафрыраваных труб EC-821 Шматфункцыянальная аўтаматычная машына для рэзкі EC-890 EC-870 Аўтаматычная машына з высокай магутнасцю Аўтаматычная апрацоўка машыны EC-816 EC-823 Высакахуткасная машына для рэзкі Аўтаматычная машына для рэзкі кабеля EC-805 Машына для рэзкі гафрыраваных труб EC-860 Аўтаматычная машына для выразання трубкі EC-830F з сістэмай кармлення Аўтаматычная машына для рэзкі кабеляў і труб EC-3100
EC-6100 Аўтаматычная машына для рэзкі цеплавой трубы Аўтаматычная апрацоўка машыны EC-6800 EC-6100H Аўтаматычная гарачая апрацоўка машыны Машына для рэзкі гафрыраваных труб EC-830 Аўтаматычная машына для рэзкі кабеляў і труб EC-6500 Аўтаматычная машына для рэзкі кабеля EC-810 Аўтаматычная ротарная рэжучая машына EC-850X Машына для рэзкі гафрыраваных труб EC-821 Шматфункцыянальная аўтаматычная машына для рэзкі EC-890 EC-870 Аўтаматычная машына з высокай магутнасцю Аўтаматычная апрацоўка машыны EC-816 EC-823 Высакахуткасная машына для рэзкі Аўтаматычная машына для рэзкі кабеля EC-805 Машына для рэзкі гафрыраваных труб EC-860 Аўтаматычная машына для выразання трубкі EC-830F з сістэмай кармлення Аўтаматычная машына для рэзкі кабеляў і труб EC-3100 CS-4507 Шматфункцыянальная машына для зачысткі дроту Пнеўматычная машына для зачысткі правадоў UniStrip 2016 UniStrip 2018E машына для зачысткі правадоў з электрычных кабеляў CS-5507 Аўтаматычная машына для зачысткі кааксіяльнага кабеля CS-5515 Аўтаматычная машына для зачысткі кааксіяльнага кабеля CS-400 Машына для зачысткі кабеля з плеценага экрана Паўаўтаматычная машына для зачысткі кабеля з ротарным лязом Машына для зачысткі правадоў кааксіяльнага кабеля CS-2486
CS-4507 Шматфункцыянальная машына для зачысткі дроту Пнеўматычная машына для зачысткі правадоў UniStrip 2016 UniStrip 2018E машына для зачысткі правадоў з электрычных кабеляў CS-5507 Аўтаматычная машына для зачысткі кааксіяльнага кабеля CS-5515 Аўтаматычная машына для зачысткі кааксіяльнага кабеля CS-400 Машына для зачысткі кабеля з плеценага экрана Паўаўтаматычная машына для зачысткі кабеля з ротарным лязом Машына для зачысткі правадоў кааксіяльнага кабеля CS-2486 Машына для абціскання клем UniCrimp TM-20 Аўтаматычная машына для абціскання правадных клем TM-20S Машына для абціскання клем ТМ-200 TM-10P зарэгістраваў машыну для абціскання Джэка TM-E140 Машына для клеммнай планкі з наканечнікам папярэдняй ізаляцыі і абціскання Аўтаматычная машына для абціскання наканечнікаў для зачысткі правадоў TM-E140S TM-P300 Пнеўматычная клемная машына для абціскання TM-E116 машына для абціскання электрычных клем TM-P120 Пнеўматычная машына для абціскання клем Пнеўматычны абціскны аплікатар SAT-AS6P Механічны аплікатар для абціскання SAT-MS6 Аплікатар для абціскання бакавой падачы Аплікатар для абціскання задняга тэрмінала падачы Аплікатар для абціскання клеммы сцяга Абціскны аплікатар для ізаляваных клем Інтэлектуальная машына для абціскання клемм сервопривода серыі TM Механічны аплікатар SAT-MS5 OTP Аўтаматычная машына для абціскання клем ТМ-25М TM-CS6 Ultra Silent Медны рамень абціскны станок
Машына для абціскання клем UniCrimp TM-20 Аўтаматычная машына для абціскання правадных клем TM-20S Машына для абціскання клем ТМ-200 TM-10P зарэгістраваў машыну для абціскання Джэка TM-E140 Машына для клеммнай планкі з наканечнікам папярэдняй ізаляцыі і абціскання Аўтаматычная машына для абціскання наканечнікаў для зачысткі правадоў TM-E140S TM-P300 Пнеўматычная клемная машына для абціскання TM-E116 машына для абціскання электрычных клем TM-P120 Пнеўматычная машына для абціскання клем Пнеўматычны абціскны аплікатар SAT-AS6P Механічны аплікатар для абціскання SAT-MS6 Аплікатар для абціскання бакавой падачы Аплікатар для абціскання задняга тэрмінала падачы Аплікатар для абціскання клеммы сцяга Абціскны аплікатар для ізаляваных клем Інтэлектуальная машына для абціскання клемм сервопривода серыі TM Механічны аплікатар SAT-MS5 OTP Аўтаматычная машына для абціскання клем ТМ-25М TM-CS6 Ultra Silent Медны рамень абціскны станок ESC-BX1 Машына для рэзкі і зачысткі дроту ESC-BX4 Машына для рэзкі і зачысткі дроту Аўтаматычная машына для рэзкі і зачысткі кабеля ESC-BX30 Аўтаматычная машына для рэзкі і зачысткі кабеля з абалонкай ESC-BX30S ESC-BX30SNY Аўтаматычная ротарная машына для зачысткі кабеля ESC-BX6 Машына для рэзкі і зачысткі дроту ESC-BX7 Машына для рэзкі і зачысткі дроту ESC-BX8S Машына для рэзкі і зачысткі абалонкі кабеля ESC-BX8PR Машына для рэзкі і зачысткі дроту Аўтаматычная машына для рэзкі і зачысткі ESC-BX9 Аўтаматычная машына для рэзкі і зачысткі кабельнага дроту ESC-BX30SC Аўтаматычная машына для рэзкі і зачысткі ESC-BX120 Esc-bx35r шматфункцыянальная паваротная машына ззаду кабеля Шматжыльны станок для рэзкі і зачысткі кабеля ESC-BX120S Аўтаматычная машына для рэзкі і зачысткі кабеля ESC-BX60 Аўтаматычная машына для рэзкі і зачысткі кабельнага дроту ESC-BX300 ESC-BX16 Машына для зачысткі дроту ESC-BX20SF Машына для рэзкі і зачысткі плоскага здвоенага дроту
ESC-BX1 Машына для рэзкі і зачысткі дроту ESC-BX4 Машына для рэзкі і зачысткі дроту Аўтаматычная машына для рэзкі і зачысткі кабеля ESC-BX30 Аўтаматычная машына для рэзкі і зачысткі кабеля з абалонкай ESC-BX30S ESC-BX30SNY Аўтаматычная ротарная машына для зачысткі кабеля ESC-BX6 Машына для рэзкі і зачысткі дроту ESC-BX7 Машына для рэзкі і зачысткі дроту ESC-BX8S Машына для рэзкі і зачысткі абалонкі кабеля ESC-BX8PR Машына для рэзкі і зачысткі дроту Аўтаматычная машына для рэзкі і зачысткі ESC-BX9 Аўтаматычная машына для рэзкі і зачысткі кабельнага дроту ESC-BX30SC Аўтаматычная машына для рэзкі і зачысткі ESC-BX120 Esc-bx35r шматфункцыянальная паваротная машына ззаду кабеля Шматжыльны станок для рэзкі і зачысткі кабеля ESC-BX120S Аўтаматычная машына для рэзкі і зачысткі кабеля ESC-BX60 Аўтаматычная машына для рэзкі і зачысткі кабельнага дроту ESC-BX300 ESC-BX16 Машына для зачысткі дроту ESC-BX20SF Машына для рэзкі і зачысткі плоскага здвоенага дроту ACC-101 Аўтаматычная машына для абціскання клем з адной галоўкай ACC-102A Цалкам аўтаматычная машына для абціскання клем (абодва канцы) Аўтаматычная машына для абціскання падвойных клем ACC-102B ACC-105 Цалкам аўтаматычная аднагалоўкавая машына для акунання бляхі ACC-106 Цалкам аўтаматычная 5-правадная аднагалоўкавая машына для апускання бляхі ACC-202UP Цалкам аўтаматычны разрэз, паласа, абцісканне, устаўце і цеплавую машыну для трубкі ACC-308B AutomaticTinning Machine Паяльная машына для абодвух бакоў ACC-208 Цалкам аўтаматычная абціскная машына (з абодвух канцоў) ACC-508 Цалкам аўтаматычная машына для скручвання, паяння і абціскання ACC-608 Цалкам аўтаматычная машына для рэзкі і абціскання плоскіх кабеляў
ACC-101 Аўтаматычная машына для абціскання клем з адной галоўкай ACC-102A Цалкам аўтаматычная машына для абціскання клем (абодва канцы) Аўтаматычная машына для абціскання падвойных клем ACC-102B ACC-105 Цалкам аўтаматычная аднагалоўкавая машына для акунання бляхі ACC-106 Цалкам аўтаматычная 5-правадная аднагалоўкавая машына для апускання бляхі ACC-202UP Цалкам аўтаматычны разрэз, паласа, абцісканне, устаўце і цеплавую машыну для трубкі ACC-308B AutomaticTinning Machine Паяльная машына для абодвух бакоў ACC-208 Цалкам аўтаматычная абціскная машына (з абодвух канцоў) ACC-508 Цалкам аўтаматычная машына для скручвання, паяння і абціскання ACC-608 Цалкам аўтаматычная машына для рэзкі і абціскання плоскіх кабеляў HSM-60 машына для апрацоўкі термоусадочной трубкі HSM-70 машына для апрацоўкі термоусадочной трубкі Машына для апрацоўкі термоусаживаемых труб HDM-80B HSM-90 машына для апрацоўкі термоусадочной трубкі HSM-25M машына для апрацоўкі термоусадочной трубкі HSM-120 Награвальная машына для парніковай трубкі HSM-160 машына для апрацоўкі термоусадочной трубкі HDM-80A Награвальная машына для парніковай трубкі HSM-260E машына для апрацоўкі закрытых термоусаживаемых трубак HSM-260O адкрытая машына для апрацоўкі термоусадочной трубкі Інтэлектуальная машына для апрацоўкі термоусадочной трубкі HSM-20
HSM-60 машына для апрацоўкі термоусадочной трубкі HSM-70 машына для апрацоўкі термоусадочной трубкі Машына для апрацоўкі термоусаживаемых труб HDM-80B HSM-90 машына для апрацоўкі термоусадочной трубкі HSM-25M машына для апрацоўкі термоусадочной трубкі HSM-120 Награвальная машына для парніковай трубкі HSM-160 машына для апрацоўкі термоусадочной трубкі HDM-80A Награвальная машына для парніковай трубкі HSM-260E машына для апрацоўкі закрытых термоусаживаемых трубак HSM-260O адкрытая машына для апрацоўкі термоусадочной трубкі Інтэлектуальная машына для апрацоўкі термоусадочной трубкі HSM-20 CS-9070 Машына для рэзкі экрана высакавольтнага кабеля FS-9053 Машына для складання экрана кабеля ACS-9100 Машына для апрацоўкі экрана кабеля Аўтаматычная сістэма апрацоўкі экрана кабеля ACS-9200 ACS-9300 Аўтамабільная машына для апрацоўкі кабеляў высокага напружання ACS-9500 Машына для апрацоўкі кабеляў высокага напружання FC-9312 Машына для рэзкі алюмініевай фальгі Машына для зачысткі кабеля CS-9120
CS-9070 Машына для рэзкі экрана высакавольтнага кабеля FS-9053 Машына для складання экрана кабеля ACS-9100 Машына для апрацоўкі экрана кабеля Аўтаматычная сістэма апрацоўкі экрана кабеля ACS-9200 ACS-9300 Аўтамабільная машына для апрацоўкі кабеляў высокага напружання ACS-9500 Машына для апрацоўкі кабеляў высокага напружання FC-9312 Машына для рэзкі алюмініевай фальгі Машына для зачысткі кабеля CS-9120 STB-10 аўтаматычная машына для камплектавання стужкі Настольная камплектуючая машына STB-50 Машына для звязвання клейкай стужкі STB-60 Настольная машына для зборкі стужак STB-55 Аўтаматычная машына для рэзкі стужкі STC-50 STP-B Ручная машына для стужкі STP-F Ручная машына для намотвання стужкі літыевай батарэі Аўтаматычная машына для намотвання дроту STP-C Аўтаматычная машына для намотвання скотчам STP-D Аўтаматычная машына для звязвання стужак STP-AS
STB-10 аўтаматычная машына для камплектавання стужкі Настольная камплектуючая машына STB-50 Машына для звязвання клейкай стужкі STB-60 Настольная машына для зборкі стужак STB-55 Аўтаматычная машына для рэзкі стужкі STC-50 STP-B Ручная машына для стужкі STP-F Ручная машына для намотвання стужкі літыевай батарэі Аўтаматычная машына для намотвання дроту STP-C Аўтаматычная машына для намотвання скотчам STP-D Аўтаматычная машына для звязвання стужак STP-AS Аўтаматычная машына для намоткі дроту CMCW-200T з функцыяй лічыльніка Настольны аўтаматычны лічыльнік для намоткі і абвязкі Аўтаматычная машына для намотвання дроту CMCW-300F падлогавага тыпу з функцыяй лічыльніка Падлогавая машына для намоткі і звязвання дроту з падлогавым падлікам Аўтаматычная машына для намотвання і звязвання дроту WT-645S з функцыяй сартавання Аўтаматычная машына для намоткі дроту з функцыяй сартавання Аўтаматычная машына для намотвання і звязвання дроту
Аўтаматычная машына для намоткі дроту CMCW-200T з функцыяй лічыльніка Настольны аўтаматычны лічыльнік для намоткі і абвязкі Аўтаматычная машына для намотвання дроту CMCW-300F падлогавага тыпу з функцыяй лічыльніка Падлогавая машына для намоткі і звязвання дроту з падлогавым падлікам Аўтаматычная машына для намотвання і звязвання дроту WT-645S з функцыяй сартавання Аўтаматычная машына для намоткі дроту з функцыяй сартавання Аўтаматычная машына для намотвання і звязвання дроту





