Autoalumiiniumite toitekaabli rakendusanalüüs
Traditsiooniliste vaskjuhtmete kõrge tihedus ja maksumus autodes on ajendanud tööstust otsima alternatiivseid materjale kulude vähendamise ja kergekaalu saavutamiseks. Alumiiniumist on oma hea juhtivuse, madala tiheduse ja madalate kulude tõttu muutunud vase ideaalseks asendajaks, kuid sellel on ka selliseid probleeme nagu madal tugevus ja kerge oksüdeerumine. Artikkel keskendub suure osa autotööstusele ja uurib sügavalt tehnilisi raskusi, mis tuleb vase asendamisel alumiiniumiga, sealhulgas juhtivust, tugevust, survereisi, oksüdatsiooni ja soojuspaisumistegurites erinevusi. Analüüsides rahvusvahelisi autojuhtmestandardeid, viidi läbi alumiiniumiga vase asendamise teostatavusuuring ja pakuti välja spetsiifiline tehniline lahendus: kasutades vasktraadi asendamiseks suurema ristlõikega pindalaga 1-seeria puhta alumiiniumtraadi, mis järgib samaväärse takistuse põhimõtet; Kahe traadi ja klemmiühenduse lahenduste pakkumine: hõõrdekeevitus ja ultraheli keevitamine ning topeltseintega kleepuvate soojuse kahanemise torude kasutamine tihendamiseks. Artikkel pakub autotööstuse ettevõtetele uut tee väärtusega tee, et saavutada kulude vähendamine ja kergekaalu.
Autojuhtmestiku rakmed on kogu autokehas. Traditsioonilised juhtmed on valmistatud kõrge puhtusarjaga elektrolüütilisest vasest sepistatud, joonistatud ja hingedega spetsiaalsete protsesside poolt. Vase suure tiheduse tõttu ületab sõiduki juhtmestiku kogumass 20 kg ja kulud on kõrge, mis toob ettevõtetele kulusurve. Sel eesmärgil uurib tööstus aktiivselt vaskjuhtmete alternatiivseid materjale, et saavutada kulude vähendamise ja kergekaalu eesmärgid. Ühiste juhimaterjalide hulgas on alumiinium ideaalne asendaja. Sellel on hea juhtivusega, teisel korral ainult vaske seas tavaliselt kasutatavate metallide seas ja on kerge kaal. Selle tihedus on umbes 30% vasest ja selle maksumus on vaid 20% ~ 30% vasest, kuid sellel on selliseid probleeme nagu madal tugevus ja kerge oksüdeerumine. Selles artiklis pakutakse välja tehniline lahendus vase asendamiseks suure osa autokaablite alumiiniumiga.
1.Tehnilised probleemid, mis tuleb vase asendamisel alumiiniumiga lahendada
Alumiinium on vasest parem kui kulud ja kvaliteet ning sellest on saanud autofirmade kulude vähendamise ja kergete uuringute kuum koht. Vase asendav alumiinium seisab siiski endiselt tehniliste raskustega.
1) Alumiiniumi juhtivus on vasest halvem. Kui probleem lahendatakse, suurendades alumiiniumtraadi ristlõikepinda, tuleb alumiiniumtraadi spetsifikatsiooni suurendada 1 ~ 2 taseme võrra, mis muudab alumiiniumtraadi rakmed suuremaks kui vasktraadist. Paigaldusruumi ja painderaadiust tuleb rakmete korraldamisel arvestada.
2) Alumiiniumil on madal tugevus. Mehaaniline tugevus on ainult 1 / 3 vase omast ja seda on krimpsu ajal lihtne purustada. Kui auto sõidab, vibreerib traat ja seda on lihtne murda, seetõttu tuleb alumiiniumtraadi tugevust suurendada.
3) Alumiiniumil on märkimisväärne surveproputi nähtus. Ligikaudu 80 ℃ juures intensiivistub libisemine surve all, samal ajal kui vask peab olema üle 230 ℃, et näidata teatavat surveregiooni. Alumiiniumi surveprodek omadused põhjustavad ühenduspunkti lõppu temperatuurimuutustega ja pärast terminali koostamist, mõjutades traadi elektrilist jõudlust.
Seetõttu nõuab alumiinium-vaskühendustehnoloogia spetsiaalset disaini, et tagada usaldusväärne elektri jõudlus kogu toote elutsükli vältel.
4) Alumiinium on keemiliselt aktiivne. Õhuga kokkupuutel on see hõlpsasti oksüdeeritav, moodustades tiheda ja kõva alumiiniumoksiidi kile. Alumiiniumoksiidil on tugevad isolatsiooniomadused ja see mõjutab alumiiniumjuhtmete juhtivust. Kui alumiinium võtab vastu vaskterminalid niiskes ja pinges keskkonnas, on lihtne moodustada galvaanilist reaktsiooni, põhjustades ühendamisel elektrokeemilist korrosiooni ja korrodeerivad alumiiniumjuht. Seda olukorda tuleb vältida.
5) alumiiniumil ja vasel on erinevad soojuspaisumistegurid. Pärast kuuma ja külma vaheldumist on ühendus lihtne lahti, mõjutades ühenduspunkti usaldusväärsust.
2. Vase asendava alumiiniumi soodustavuse analüüs ja tehnilised lahendused
1) teostatavusanalüüs
Rahvusvaheliselt on olemas kolm peamist autotööstuse traatstandardit: Ameerika, jaapanlased ja euroopalikud. Tööstustehnoloogia globaalse integreerimisega autotööstuses liiguvad erinevate riikide juhtmestandardid järk -järgult lähemale ISO rahvusvaheliste standardite seeriale. Praegu kasutab enamik kodumaiseid autode originaalseadmete tootjaid vase tuumajuhtmeid ja järgib ISO 19642-5 ja ISO 6722-1 rahvusvahelisi standardeid. Neil kahel standardil on sarnased tehnilised nõuded autotööstuse vask tuumajuhtmetele ja mõlemad täpsustavad takistust, taluvad juhtmete pinget ja muid üksikasjalikult omadusi. Nende hulgas on ISO 19642-5 täpsemad nõuded traadi jõudluseks.
Välismaiseid alumiiniumjuhtmeid on tööstuslikes rakendustes kasutatud vähemalt 30 aastat. Neid kasutati kõigepealt lennundustööstuses ja neid hakati 21. sajandi alguses autotööstuses kasutama. 2013. aastal ilmus autotööstuse alumiiniumjuhtmete ametlik rahvusvaheline standard ISO 6722-2 ja 2019. aastal ilmus sarnane ISO 19642-6. Rahvusvahelised standardid ISO 19642-6 ja ISO 6722-2 pakuvad tehnilisi nõudeid juhi läbimõõdu, takistuse, isolatsiooni mahutakistuse jms jaoks jne. Need kaks standardit on sisu poolest sarnased ning ISO 19642-6 on autotööstuse alumiiniumjuhtmete toimimiseks täpsemad nõuded. Seetõttu peab skeemi kavandamine põhjalikult kaaluma neid kahte rahvusvahelist standardit.
Alumiiniumist juhtkonnad peavad olema samaväärsed vaskjuhtidega ja vastama kolmele punktile: esiteks peavad nad tagama, et neil on asendatud vaskjuhtidega sarnased juhtivused ja muud omadused, tagades, et algselt vooluahela funktsiooni on dirigendimaterjali asendamisel põhimõtteliselt säilinud; teiseks, vältige alumiiniumtraadi oksüdeerumist; Kolmandaks, saavutage alumiiniumtraadi ja klemmi vahel usaldusväärne ühendus, kuna alumiiniumist materjalil on madal kõvadus ning võib väsimus ning puruneda pärast painutamist, mähist ja kõrgsageduslikku vibratsiooni.
2) Elektriliinijuhtide alternatiivid
Võrreldes rahvusvahelisi standardeid ISO 19642-5 ja ISO 6722-1 vaskjuhtide jaoks ning ISO 19642-6 ja ISO 6722-2 alumiiniumjuhtmete jaoks, on näha, et kui takistus on sarnane, vajab alumiiniumist juht, et saada suuremat spetsifikatsiooni, et saavutada koperilise dirigendiga sarnane juhtivus.
Euroopa alumiinium- ja alumiiniumsulami kompositsiooni standard EN 573-3: 2003 näeb ette, et alumiiniumi ja alumiiniumisulamid võivad jagada 8-seeriaks. Nende hulgas on 1. seeria puhas alumiiniumtraadi, mille alumiiniumsisaldus on üle 99%; 2.-8. Alumiiniumsulamid on uued alumiiniumipõhised komposiitsulamid, mis on välja töötatud, lisades puhta alumiiniumi jaoks erinevad SI, Fe, Cu, MG, MG, MN, nano-keraamika ja süsiniknaomaterjalid. Maatriks on kuumtöödeldud tugevdatud sulam. Teatud juhtivuse tagamise tingimustes maksimeeritakse alumiiniumisulami tõmbetugevust, tagades samal ajal piisava pikenemise.
1 -seeria puhta alumiiniumtraadi omadused on kõrge juhtivus, hea soojusjuhtivus, tõmbetugevus 60 ~ 110MPa ja juhi pikenemine üle 12%. See on kõige sagedamini kasutatav autokaablite alumiiniumjuht. See alumiiniumtraadi klass sobib suure läbimõõduga toitejuhtmete jaoks.
Kokkuvõtlikult võib samaväärse takistuse põhimõtet jälgida, et asendada vasktraadi puhta alumiiniumtraadiga suurema ristlõikega pindalaga ning juhtmete takistus enne ja pärast asendamist on sama või lähedal. Näiteks on algse vasktraadi ristlõikepind 35mm2 ja juhi maksimaalne takistus pikkuse kohta 20 ℃ juures on 0,527mΩ / m. Alumiiniumist juhi spetsifikatsiooni koos lähima takistuse parameetriga tuleb suurendada 60mm2 -ni. Sel ajal on juhi maksimaalne takistus pikkuse ühiku kohta 20 ℃ 0,525MΩ / m.
3) juhtmete ja terminalide ühendusskeem
① väljatöötamise keevituslahendus
Hõõrdekeevitustehnoloogia sai alguse enam kui sada aastat tagasi. See kasutab tooriku kontaktpinna hõõrdumisel tekkivat soojust, et toorikut rõhu all plastiliselt deformeeruda, saavutades sellega keevitamise. Seda tehnoloogiat kasutatakse laialdaselt tsiviil- ja kosmoseväljadel.
Seadmed ajavad tooriku, et tekitada palju soojust hõõrdumisega, mis vähendab metalli kõvadust, parandab plastilisust ning muudab metalli aatomid hajuma ja jahutama ning üksteist kristalliseerivad, moodustades kindla hõõrdekeevitusliigese. Samal ajal hävitab kiire hõõrdumine metalli pinnal oleva oksiidkile ja parandab keevitatud liigendi juhtivust. Võrreldes traditsioonilise termotuumasünteesi keevitamisega on hõõrdekeevitamisel järgmised omadused: esiteks on keevitatud liigesel kõrge tugevus, stabiilne kvaliteet, hea komponentide järjepidevus ja liigese tugevus on samaväärne lähtematerjali omaga; Teiseks on see energiasäästlik ja keskkonnasõbralik, ilma et oleks vaja keevitusvarraid ja kaitsegaase, keevitusprotsessi käigus ei tekitata mürgiseid ega kahjulikke gaase ja seadmed kulutavad vähe jõudu; Kolmandaks, hõõrdekeevitamine võib saavutada erinevate materjalide keevitamise, liigesel pole poore ega lisandusi ning elektrokeemilist korrosiooni ei toimu.
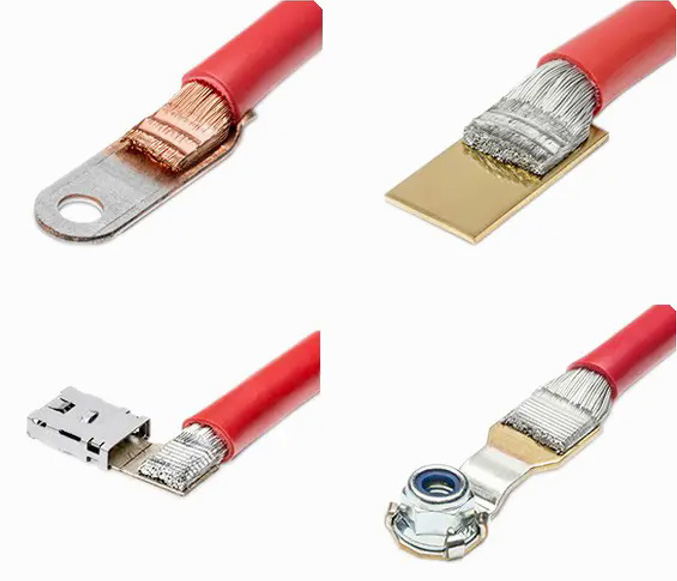
Selles lahuses võtab "L" -kujuline vask-alumiiniumist komposiitterminal kasutusele pöörleva hõõrdekeevitusprotsessi, et ühendada sepistatud vaskplaadi ja saba puhas alumiiniumist silindri. Sepistatud vaskplaati kasutatakse aku või starteri külge monteerimiseks. See on valmistatud messingist, sellel on kõrge tugevus, seda pole paigaldamise ajal kerge murda ja pinnapindamine võib leevendada messingi ja auto korpuse vahelise kontakti põhjustatud elektrokeemilist korrosiooni. Saba puhas alumiiniumist silindr on alumiiniumist juhi ühendamiseks kasutatav samba õõnestruktuur. Pärast seda, kui alumiiniumjuht on spetsiaalsete seadmete abil puhtasse alumiiniumist silindrisse paigutatud, rikutakse see sepiste abil. Puhas alumiiniumtraadil ja puhas alumiiniumsilinder on valmistatud samast materjalist ja neil on sama soojuspaisumistegur, mis võib vältida väsimuse luumurdu, kui kõrged ja madalad temperatuurid vahelduvad soojuspaisumisteguri erinevuse tõttu.

Selle lahenduse eelised on järgmised: võltsitud vaskplaat võib vastata monteerimisnõuetele ja alumiiniumtraati ühendav alumiiniumtoru võib vältida väsimuse murdumist, mis on põhjustatud traditsioonilise vaskterminali erinevatest soojuspaisumiskoefitsientidest ja alumiiniumjuhist, mis mitte ainult ei lahenda terminali ja ka ühenduse probleemi ühendamist.
Pärast terminali ühendamist alumiiniumjuhiga saab tihendamiseks kasutada kaheseinalise seinaga soojuskasutatavat toru koos liimiga. Kuumuse kahanemise torul on isolatsioon, korrosioonikindlus ja kulumiskindlus. Pärast spetsiaalsete seadmete kuumutamist kahaneb välimine sein ja siseseinal olev tahke liim sulab vedelaks liimiks, kattes klemmiühenduse osa ja traadi isolatsiooni naha pinna. Pärast jahutamist ja tahkestamist võib see saavutada tihendus- ja korrosioonikindluse ning takistada liigese oksüdatsiooni korrosiooni.
②Ultraheli keevituslahendus
Alates 1980. aastatest on traadi rakmete keevitamiseks kasutatud ultraheli metalli keevitustehnoloogiat, kasutades ultraheli sageduse vibratsioonienergiat metalli molekulaarse võre struktuuri ümberkorraldamiseks ja samade või erinevate metallide ühendamiseks. Keevitatud liiges saavutab metallurgilise sideme ilma vanemate materjali sulamata, mis kuulub tahkis-keevitusse ja suudab tõhusalt vältida tavalise keevitamise pritsimist ja oksüdeerumist.
Ultraheli keevitustehnoloogiat kasutatakse laialdaselt juhtmete ja juhtmete, juhtmete ja klemmide ühendamisel. Keevitusprotsess on kiire ja protsessi parameetreid saab jälgida kogu protsessi vältel. Keevitatud vuuk on puhas metallist pistik, mida vananemine, hiilimine ja väsimus ei mõjuta kergesti. Ühendus on kindel, töökindlus on kõrge ja kontakttakistus on madal.
See tehnoloogia saab ühendada samad või erinevad materjalid, näiteks vask ja alumiinium. Kuna metall on otse keevitatud, pole vaja täiendavat joodist ega voogu. Lisaks on ultraheli keevitamisel materjalil madal soojuspinge ja see ei muuda põhimõtteliselt keevitatud materjali ja ümbritsevate materjalide omadusi. Ultraheli keevitamisel on lihtne protsess, kõrge liigese tugevus, hea juhtivus ja lai valikjuhtide spetsifikatsioone, mida saab keevitada. Juhid, mille ristlõikepind on 160mm2 või isegi suurem, saab keevitada. Sarnaselt hõõrdekeevitustehnoloogiaga sobib ultraheli keevitustehnoloogia erinevate materjalide ja vormide, näiteks vase ja alumiiniumi, traadi ja plaadi ühendamiseks, ning seda kasutatakse laialdaselt traadi- ja kaablitööstuses. Seetõttu kasutab see lahendus ultraheli keevitustehnoloogia kaudu puhaste alumiiniumjuhtmetega ühendatud messingist terminalid ning ühenduse usaldusväärsuse suurendamiseks kriminaalid ja kinnitatakse klemmidega klemmidega. Sarnaselt saab ühenduse tihendamiseks kasutada ühenduse tihendamiseks topelt seinaga kleepuvaid soojuse kahanemist.
3. Kokkuvõte
Autotööstuse vaskjuhtmete kõrge kulu ja raske kaalu praegusele olukorrale uuritakse vase- ja alumiiniumjuhtmete jõudlusstandardeid ning pakub välja tehnilise lahenduse vaskjuhtmete asendamiseks alumiiniumjuhtmetega, pakkudes uut viisi ettevõtetele kulude vähendamiseks ja kaalu vähendamiseks.

 EC-6100 Automaatne soojuse kahanemise torude lõikamismasin EC-6800 automaatne lõikamismasin EC-6100H Automaatne kuum lõikamismasin EC-830 gofreeritud torude lõikamismasin EC-6500 automaatne kaabli- ja torulõikamismasin EC-810 automaatne kaabli lõikamismasin EC-850X automaatne pöörlev lõikemasin EC-821 gofreeritud torude lõikamismasin EC-890 multifunktsionaalne automaatne lõikemasin EC-870 suure võimsusega automaatne toru lõikamismasin EC-816 automaatne lõikamismasin EC-823 kiire lõikemasin EC-805 automaatne kaabli lõikamismasin EC-860 gofreeritud torude lõikamismasin EC-830F automaatne torude lõikamismasin koos söötmissüsteemiga Automaatne kaabli- ja torulõikamismasin EC-3100
EC-6100 Automaatne soojuse kahanemise torude lõikamismasin EC-6800 automaatne lõikamismasin EC-6100H Automaatne kuum lõikamismasin EC-830 gofreeritud torude lõikamismasin EC-6500 automaatne kaabli- ja torulõikamismasin EC-810 automaatne kaabli lõikamismasin EC-850X automaatne pöörlev lõikemasin EC-821 gofreeritud torude lõikamismasin EC-890 multifunktsionaalne automaatne lõikemasin EC-870 suure võimsusega automaatne toru lõikamismasin EC-816 automaatne lõikamismasin EC-823 kiire lõikemasin EC-805 automaatne kaabli lõikamismasin EC-860 gofreeritud torude lõikamismasin EC-830F automaatne torude lõikamismasin koos söötmissüsteemiga Automaatne kaabli- ja torulõikamismasin EC-3100 CS-4507 multifunktsionaalne traadi väljalõikamismasin UniStrip 2016 pneumaatiline traadi eemaldamise masin UniStrip 2018E elektrikaabli juhtmete eemaldamise masin CS-5507 Automaatne koaksiaalkaabli eemaldamise masin CS-5515 Automaatne koaksiaalkaabli eemaldamise masin CS-400 punutud kilpkaabli eemaldamise masin Poolautomaatne pöörleva teraga kaabli eemaldamise masin CS-2486 koaksiaalkaabli traadi eemaldamise masin
CS-4507 multifunktsionaalne traadi väljalõikamismasin UniStrip 2016 pneumaatiline traadi eemaldamise masin UniStrip 2018E elektrikaabli juhtmete eemaldamise masin CS-5507 Automaatne koaksiaalkaabli eemaldamise masin CS-5515 Automaatne koaksiaalkaabli eemaldamise masin CS-400 punutud kilpkaabli eemaldamise masin Poolautomaatne pöörleva teraga kaabli eemaldamise masin CS-2486 koaksiaalkaabli traadi eemaldamise masin UniCrimp TM-20 terminali pressimismasin TM-20S juhtmeklemmide automaatne pressimismasin TM-200 terminali pressimismasin TM-10P registreeritud Jacki krimmismasin TM-E140 eelisolatsioonitoru klemmiriba ja pressimismasin TM-E140S automaatne traadi eemaldamise tihendusmasin TM-P300 pneumaatiline terminali primmitamismasin TM-E116 elektrilise klemmi pressimismasin TM-P120 pneumaatilise terminali pressimismasin Pneumaatiline pressimisaplikaator SAT-AS6P SAT-MS6 mehaaniline pressimisaplikaator Külgmise etteande terminali pressimise aplikaator Tagumise etteandeklemmi pressimise aplikaator Liputerminali pressimise aplikaator Surveaplikaator isoleeritud klemmidele TM-seeria intelligentne servoterminali pressimismasin SAT-MS5 OTP mehaaniline aplikaator TM-25M terminali automaatne pressimismasin TM-CS6 Ultra Silent vaskrihma pressimismasin
UniCrimp TM-20 terminali pressimismasin TM-20S juhtmeklemmide automaatne pressimismasin TM-200 terminali pressimismasin TM-10P registreeritud Jacki krimmismasin TM-E140 eelisolatsioonitoru klemmiriba ja pressimismasin TM-E140S automaatne traadi eemaldamise tihendusmasin TM-P300 pneumaatiline terminali primmitamismasin TM-E116 elektrilise klemmi pressimismasin TM-P120 pneumaatilise terminali pressimismasin Pneumaatiline pressimisaplikaator SAT-AS6P SAT-MS6 mehaaniline pressimisaplikaator Külgmise etteande terminali pressimise aplikaator Tagumise etteandeklemmi pressimise aplikaator Liputerminali pressimise aplikaator Surveaplikaator isoleeritud klemmidele TM-seeria intelligentne servoterminali pressimismasin SAT-MS5 OTP mehaaniline aplikaator TM-25M terminali automaatne pressimismasin TM-CS6 Ultra Silent vaskrihma pressimismasin ESC-BX1 traadi lõikamise ja eemaldamise masin ESC-BX4 traadi lõikamise ja eemaldamise masin ESC-BX30 automaatne suurte kaablite lõikamise ja eemaldamise masin ESC-BX30S mantliga kaabli automaatne lõikamis- ja eemaldamismasin ESC-BX30SNY automaatne pöörleva kaabli eemaldamise masin ESC-BX6 traadi lõikamise ja eemaldamise masin ESC-BX7 traadi lõikamise ja eemaldamise masin ESC-BX8S kesta kaabli lõikamise ja eemaldamise masin ESC-BX8PR traadi lõikamise ja eemaldamise masin ESC-BX9 automaatne lõikamis- ja ribastusmasin ESC-BX30SC automaatne kaablitraadi lõikamise ja eemaldamise masin ESC-BX120 automaatne lõikamis- ja eemaldamismasin ESC-BX35R mitmefunktsionaalne pöörleva kaabli eemaldamise masin ESC-BX120S mitmetuumaline kaabli lõikamise ja eemaldamise masin ESC-BX60 automaatne kaabli lõikamise ja eemaldamise masin ESC-BX300 automaatne kaablitraadi lõikamise ja eemaldamise masin ESC-BX16 traadi lõikamismasin ESC-BX20SF lame kahe traadi lõikamise ja eemaldamise masin
ESC-BX1 traadi lõikamise ja eemaldamise masin ESC-BX4 traadi lõikamise ja eemaldamise masin ESC-BX30 automaatne suurte kaablite lõikamise ja eemaldamise masin ESC-BX30S mantliga kaabli automaatne lõikamis- ja eemaldamismasin ESC-BX30SNY automaatne pöörleva kaabli eemaldamise masin ESC-BX6 traadi lõikamise ja eemaldamise masin ESC-BX7 traadi lõikamise ja eemaldamise masin ESC-BX8S kesta kaabli lõikamise ja eemaldamise masin ESC-BX8PR traadi lõikamise ja eemaldamise masin ESC-BX9 automaatne lõikamis- ja ribastusmasin ESC-BX30SC automaatne kaablitraadi lõikamise ja eemaldamise masin ESC-BX120 automaatne lõikamis- ja eemaldamismasin ESC-BX35R mitmefunktsionaalne pöörleva kaabli eemaldamise masin ESC-BX120S mitmetuumaline kaabli lõikamise ja eemaldamise masin ESC-BX60 automaatne kaabli lõikamise ja eemaldamise masin ESC-BX300 automaatne kaablitraadi lõikamise ja eemaldamise masin ESC-BX16 traadi lõikamismasin ESC-BX20SF lame kahe traadi lõikamise ja eemaldamise masin ACC-101 automaatne ühepealine terminali pressimismasin ACC-102A täisautomaatne terminali pressimismasin (mõlemad otsad) ACC-102B automaatne topeltklemmiga pressimismasin ACC-105 täisautomaatne ühepealine otsakastmismasin ACC-106 täisautomaatne 5-juhtmeline ühepealine kastmismasin ACC-202UP täielikult automaatne lõikamine, riba, krimp ACC-308B automaatne tinastusmasin jootmismasin mõlemale küljele ACC-208 täisautomaatne pressimismasin (mõlemad otsad) ACC-508 täisautomaatne keeramis-, jootmis- ja pressimismasin ACC-608 täisautomaatne lamekaabli lõikamis- ja pressimismasin
ACC-101 automaatne ühepealine terminali pressimismasin ACC-102A täisautomaatne terminali pressimismasin (mõlemad otsad) ACC-102B automaatne topeltklemmiga pressimismasin ACC-105 täisautomaatne ühepealine otsakastmismasin ACC-106 täisautomaatne 5-juhtmeline ühepealine kastmismasin ACC-202UP täielikult automaatne lõikamine, riba, krimp ACC-308B automaatne tinastusmasin jootmismasin mõlemale küljele ACC-208 täisautomaatne pressimismasin (mõlemad otsad) ACC-508 täisautomaatne keeramis-, jootmis- ja pressimismasin ACC-608 täisautomaatne lamekaabli lõikamis- ja pressimismasin HSM-60 termokahanevate torude töötlemise masin HSM-70 termokahanevate torude töötlemise masin HDM-80B termokahanevate torude töötlemise masin HSM-90 termokahanevate torude töötlemise masin HSM-25M termokahanevate torude töötlemise masin HSM-120 termokahaneva toru küttemasin HSM-160 termokahanevate torude töötlemise masin HDM-80A termokahaneva toru kütteseade HSM-260E suletud termokahanevate torude töötlemise masin HSM-260O avatud termokahanevate torude töötlemismasin Intelligentne termokahanevate torude töötlemismasin HSM-20
HSM-60 termokahanevate torude töötlemise masin HSM-70 termokahanevate torude töötlemise masin HDM-80B termokahanevate torude töötlemise masin HSM-90 termokahanevate torude töötlemise masin HSM-25M termokahanevate torude töötlemise masin HSM-120 termokahaneva toru küttemasin HSM-160 termokahanevate torude töötlemise masin HDM-80A termokahaneva toru kütteseade HSM-260E suletud termokahanevate torude töötlemise masin HSM-260O avatud termokahanevate torude töötlemismasin Intelligentne termokahanevate torude töötlemismasin HSM-20 CS-9070 kõrgepinge kaablikilbi lõikamismasin FS-9053 kaablikilbi voltimismasin ACS-9100 kaablikilbi töötlemise masin ACS-9200 automaatne kaablivarjestuse töötlemissüsteem Autotööstuse kõrgepingekaablite töötlemise masin ACS-9300 Kõrgepingekaablite töötlemismasin ACS-9500 FC-9312 alumiiniumfooliumi lõikamismasin CS-9120 kaabli eemaldamise masin
CS-9070 kõrgepinge kaablikilbi lõikamismasin FS-9053 kaablikilbi voltimismasin ACS-9100 kaablikilbi töötlemise masin ACS-9200 automaatne kaablivarjestuse töötlemissüsteem Autotööstuse kõrgepingekaablite töötlemise masin ACS-9300 Kõrgepingekaablite töötlemismasin ACS-9500 FC-9312 alumiiniumfooliumi lõikamismasin CS-9120 kaabli eemaldamise masin STB-10 automaatlindi komplekteerimismasin STB-50 lauaarvuti komplekteerimismasin Kleeplindi komplekteerimismasin STB-60 STB-55 lauaarvutite lintide komplekteerimismasin STC-50 automaatne lindi lõikamismasin STP-B käeshoitav teipimismasin STP-F käeshoitav liitiumpatarei lindile pakendamismasin STP-C automaatne juhtmeteipimismasin STP-D automaatne pakkimismasin STP-AS automaatne lindi sidumismasin
STB-10 automaatlindi komplekteerimismasin STB-50 lauaarvuti komplekteerimismasin Kleeplindi komplekteerimismasin STB-60 STB-55 lauaarvutite lintide komplekteerimismasin STC-50 automaatne lindi lõikamismasin STP-B käeshoitav teipimismasin STP-F käeshoitav liitiumpatarei lindile pakendamismasin STP-C automaatne juhtmeteipimismasin STP-D automaatne pakkimismasin STP-AS automaatne lindi sidumismasin CMCW-200T automaatne traadi kerimismasin loenduri funktsiooniga Lauaarvuti automaatne loendusarvesti kerimis- ja sidumismasin CMCW-300F põrandatüüpi automaatne traadi kerimismasin loenduri funktsiooniga Põrandal seisev arvesti loenduskaabel traadi kerimis- ja komplekteerimismasin WT-645S automaatne traadi kerimis- ja sidumismasin sorteerimisfunktsiooniga Automaatne traadi kerimismasin sorteerimisfunktsiooniga Automaatne traadi kerimis- ja sidumismasin
CMCW-200T automaatne traadi kerimismasin loenduri funktsiooniga Lauaarvuti automaatne loendusarvesti kerimis- ja sidumismasin CMCW-300F põrandatüüpi automaatne traadi kerimismasin loenduri funktsiooniga Põrandal seisev arvesti loenduskaabel traadi kerimis- ja komplekteerimismasin WT-645S automaatne traadi kerimis- ja sidumismasin sorteerimisfunktsiooniga Automaatne traadi kerimismasin sorteerimisfunktsiooniga Automaatne traadi kerimis- ja sidumismasin





