Analiza primjene kabela za napajanje automobilskih aluminija
Visoka gustoća i troškovi tradicionalnih bakrenih žica u automobilima potaknuli su industriju da traži alternativne materijale kako bi postigla smanjenje troškova i lagano. Aluminij je postao idealna zamjena za bakar zbog njegove dobre vodljivosti, male gustoće i niske troškove, ali također ima problema poput niske čvrstoće i lagane oksidacije. Članak se usredotočuje na kabele automobila u velikom presjeku i duboko istražuje tehničke poteškoće koje je potrebno riješiti prilikom zamjene bakra aluminijem, uključujući vodljivost, čvrstoću, tlačno puzanje, oksidaciju i razlike u koeficijentima toplinske ekspanzije. Analizom međunarodnih standarda automobilskih žica, provedena je studija izvedivosti o zamjeni bakra s aluminijem, a predloženo je specifično tehničko rješenje: Korištenje 1 serije čiste aluminijske žice s većim presjekom za zamjenu bakrene žice, slijedeći princip ekvivalentne otpornosti; Osiguravanje dvije otopine žice i terminala: zavarivanje trenja i ultrazvučno zavarivanje, te korištenje cijevi za brtvljenje s dvostrukom zidom ljepljive topline. Članak pruža novi put s referentnom vrijednošću za automobilske tvrtke kako bi postigle smanjenje troškova i lagano.
Kabelski kabel za automobile nalaze se po cijelom tijelu automobila. Tradicionalne žice izrađene su od elektrolitičkog bakra s visokom čišću kovane, crtane i zglobove posebnim procesima. Zbog velike gustoće bakra, ukupna težina kabelskog snopa vozila prelazi 20 kg, a trošak je visok, što poduzeća donosi troškovni tlak. U tu svrhu, industrija aktivno istražuje alternativne materijale za bakrene žice kako bi postigli ciljeve smanjenja troškova i laganog. Među uobičajenim materijalima vodiča aluminij je idealna zamjena. Ima dobru vodljivost, drugo samo za bakar među najčešće korištenim metalima i lagano je u težini. Gustoća mu je oko 30% bakra, a trošak samo 20% ~ 30% bakra, ali ima problema poput niske čvrstoće i lagane oksidacije. Ovaj članak predlaže referentno tehničko rješenje za zamjenu bakra aluminijem za kabele s velikim presjekom.
1.Tehnička pitanja koja se trebaju riješiti prilikom zamjene bakra aluminijem
Aluminij je superiorniji od bakra u troškovima i kvaliteti, a postao je vruće mjesto za smanjenje troškova i lagano istraživanje u automobilskim tvrtkama. Međutim, aluminij koji zamjenjuje bakar još uvijek se suočava s nekim tehničkim poteškoćama.
1) Aluminijska vodljivost je inferiorna od bakra. Ako se problem riješi povećanjem površine poprečnog presjeka aluminijske žice, specifikaciju aluminijske žice treba povećati za 1 ~ 2 razine, što će aluminijsku žicu učiniti veću od kabelskog snopa bakrene žice. Prostor ugradnje i polumjer savijanja potrebno je uzeti u obzir prilikom uređenja pojasa.
2) Aluminij ima nisku čvrstoću. Mehanička čvrstoća je samo 1 / 3 od bakra, a lako se razbiti tijekom preskakanja. Kad se automobil vozi, žica vibrira i lako je razbiti, pa je potrebno povećati čvrstoću aluminijske žice.
3) Aluminij ima značajnu fenomen puzanja tlaka. Oko 80 ℃, puzanje se pojačava pod pritiskom, dok bakar mora biti iznad 230 ℃ kako bi se pokazao određeni stupanj tlačnog puzanja. Karakteristike tlačnog puzanja aluminija uzrokovat će da se točka povezivanja otpušta s temperaturnim promjenama i vremenom nakon što se terminal prekrši, utječući na električnu performanse žice.
Stoga, tehnologija povezivanja aluminijskog kapeta zahtijeva poseban dizajn kako bi se osiguralo pouzdane električne performanse tijekom životnog ciklusa proizvoda.
4) Aluminij je kemijski aktivan. Lako se oksidira kada je izložen zraku, formirajući gusti i tvrdi aluminijski oksidni film. Aluminijski oksid ima snažna izolacijska svojstva i utjecati će na vodljivost aluminijskih žica. Kad aluminij kontaktira bakrene terminale u vlažnom i energiziranom okruženju, lako je formirati galvansku reakciju, uzrokujući elektrokemijsku koroziju prilikom povezivanja i korodirajući aluminijski vodič. Ovu se situaciju mora izbjeći.
5) Aluminij i bakar imaju različite koeficijente toplinske ekspanzije. Nakon dugotrajne izmjene vruće i hladne, vezu se lako otpušta, što utječe na pouzdanost točke povezivanja.
2. Analiza vjerojatnosti i tehnička rješenja aluminija koji zamjenjuju bakar
1) Analiza izvodljivosti
U inozemstvu, postoje tri glavna standarda automobilske žice: američki, japanski i europski. S globalnom integracijom industrijske tehnologije u automobilskoj industriji, žičani standardi različitih zemalja postupno se približavaju ISO nizu međunarodnih standarda. Trenutno većina domaćih automobila za automobile koristi žice bakrene jezgre i slijedi međunarodne standarde ISO 19642-5 i ISO 6722-1. Ova dva standarda imaju slične tehničke zahtjeve za automobilski bakrene jezgre i oboje određuju otpornost, izdržavaju napon i druge karakteristike žica detaljno. Među njima, ISO 19642-5 ima detaljnije zahtjeve za performansama žica.
Strane aluminijske žice koriste se u industrijskim primjenama najmanje 30 godina. Prvo su se koristili u zrakoplovnoj industriji i počeli su se koristiti u automobilskom polju u ranom 21. stoljeću. U 2013. godini objavljen je službeni međunarodni standard ISO 6722-2 za automobilske aluminijske žice, a 2019. godine je objavljen sličan ISO 19642-6. Međunarodni standardi ISO 19642-6 i ISO 6722-2 pružaju tehničke zahtjeve za promjer vodiča, otpornost, otpornost volumena izolacije itd. Dva su standarda slična u sadržaju, a ISO 19642-6 imaju detaljnije zahtjeve za izvedbu automobilskih aluminijskih vodiča. Stoga, dizajn sheme mora sveobuhvatno razmotriti ova dva međunarodna standarda.
Aluminijski vodiči moraju biti ekvivalentni bakrenim vodičima i ispuniti tri točke: Prvo, moraju osigurati da imaju sličnu vodljivost i druga svojstva kao zamijenjeni bakreni vodiči, osiguravajući da se izvorna funkcija kruga u osnovi održava uz zamjenu materijala vodiča; Drugo, spriječiti oksidiranje aluminijske žice; Treće, postići pouzdanu vezu između aluminijske žice i terminala, jer aluminijski materijal ima malu tvrdoću i može se umoriti i probiti nakon savijanja, namotavanja i visokofrekventne vibracije.
2) Alternative za vodiče dalekovoda
Uspoređujući međunarodne standarde ISO 19642-5 i ISO 6722-1 za bakrene vodiče, a ISO 19642-6 i ISO 6722-2 za aluminijske vodiče, može se vidjeti da, kada je otpor sličan, aluminijskom vodiču potrebna veća specifikacija da bi se postigla vodljivost slična bakra.
Europski aluminijski i aluminijski sastav legura standard EN 573-3: 2003 predviđa da se aluminijske i aluminijske legure mogu podijeliti u 8 serija. Među njima je serija 1 čista aluminijska žica s sadržajem aluminija veća od 99%; Serija 2 do 8 aluminijske legure nove su kompozitne legure na bazi aluminija razvijene dodavanjem različitih udjela SI, FE, CU, MG, MN, nano-ceramike i ugljičnih nanomaterijala u čisti aluminij. Matrica je ojačana legura s ojačanom toplinom. Pod uvjetom osiguranja određene vodljivosti, zatezna čvrstoća aluminijske legure je maksimizirana, istovremeno osiguravajući dovoljno izduženja.
Karakteristike 1 serije čiste aluminijske žice su visoka vodljivost, dobra toplinska vodljivost, vlačna čvrstoća od 60 ~ 110MPa i produženje vodiča veće od 12%. To je najčešće korišteni aluminijski vodič za automobilske kabele. Ovaj stupanj aluminijske žice prikladan je za kabele napajanja velikog promjera.
Ukratko, princip ekvivalentnog otpora može se slijediti kako bi se bakrena žica zamijenila čistom aluminijskom žicom s većim dijelom presjeka, a otpor žica prije i nakon zamjene je isti ili blizu. Na primjer, površina presjeka izvorne bakrene žice je 35 mm2, a maksimalni otpor vodiča po jedinici duljine na 20 ℃ je 0,527MΩ / m. Specifikacija aluminijskog vodiča s najbližim parametrom otpora treba povećati na 60 mm2. U ovom trenutku, maksimalni otpor vodiča po jedinici duljine na 20 ℃ je 0,525MΩ / m.
3) Shema povezivanja između žica i terminala
Otopina zavarivanja
Tehnologija zavarivanja trenja nastala je prije više od stotinu godina. Koristi toplinu generiranu trenjem površine kontakta s radnim komadom kako bi se obrađivač plastično deformirao pod pritiskom, postižući na taj način zavarivanje. Ova se tehnologija široko koristi u građanskim i zrakoplovnim poljima.
Oprema pokreće radni komad kako bi stvorila puno topline trenjem, što smanjuje tvrdoću metala, poboljšava plastičnost i čini metalne atome difuznim i hladnim i kristaliziraju se kako bi formirali čvrsti spoj za zavarivanje trenja. U isto vrijeme, trenje velike brzine uništava oksidni film na metalnoj površini i poboljšava vodljivost zavarenog zgloba. U usporedbi s tradicionalnim zavarivanjem fuzije, zavarivanje trenja ima sljedeće karakteristike: Prvo, zavareni spoj ima visoku čvrstoću, stabilnu kvalitetu, dobru konzistenciju komponente, a čvrstoća zgloba jednaka je onoj matičnog materijala; Drugo, štedi energiju i ekološki prihvatljiv, bez potrebe za zavarivanjem šipki i zaštitnih plinova, tijekom postupka zavarivanja ne stvaraju toksični ili štetni plinovi, a oprema troši malo energije; Treće, zavarivanje trenja može postići zavarivanje različitih materijala, spoj nema pore ili uključivanja i ne dolazi do elektrokemijske korozije.
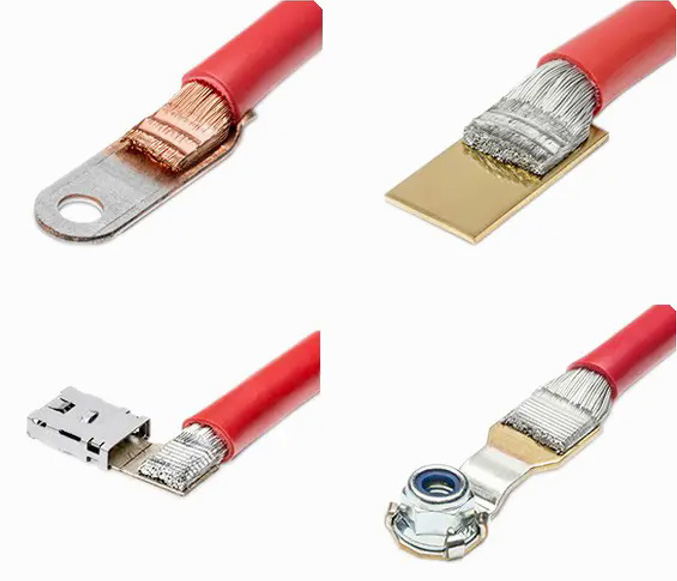
U ovom rješenju, "L" u obliku bakrenog aluminijskog kompozitnog terminala prihvaća rotacijski postupak zavarivanja trenja kako bi se spojila krajnja kovana bakrena ploča i rep čisti aluminijski cilindar. Kovani bakrena ploča koristi se za sastavljanje na bateriju ili starter. Napravljen je od mjedi, ima veliku čvrstoću, nije lako prekinuti tijekom ugradnje, a površinsko utezanje može ublažiti elektrokemijsku koroziju uzrokovanu kontaktom između mesinga i tijela automobila. Rep čisti aluminijski cilindar je stupaca šuplje strukture koja se koristi za povezivanje aluminijskog vodiča. Nakon što se aluminijski vodič stavi u čisti aluminijski cilindar posebnom opremom, prekriven je kovačnim opremom. Čista aluminijska žica i čisti aluminijski cilindar izrađeni su od istog materijala i imaju isti koeficijent toplinske ekspanzije, što može izbjeći prijelom umora kada se visoke i niske temperature izmjenjuju zbog razlike u koeficijentu toplinske ekspanzije.

Prednosti ovog rješenja su: krivotvorena bakrena ploča može udovoljiti zahtjevima za sastavljanje, a aluminijska cijev koja povezuje aluminijsku žicu može izbjeći prijelom umora uzrokovane različitim koeficijentima toplinske ekspanzije tradicionalnog bakrenog terminala i aluminijskog vodiča, koji ne samo rješavaju problem ugradnje terminala, ali i opseg, ali i problem, već i opskrba.
Nakon što je terminal spojen na aluminijski vodič, za brtvljenje može se upotrijebiti cijev s dvostrukom zidom s ljepilom. Cijev za toplinu ima izolaciju, otpornost na koroziju i otpornost na habanje. Nakon zagrijavanja posebne opreme, vanjski se zid smanjuje, a čvrsto ljepilo na unutarnjem zidu topi se u tekući ljepilo, prekrivajući dio terminalnog priključka i površinu kože izolacije žice. Nakon hlađenja i učvršćivanja, može postići brtvljenje i otpornost na koroziju i spriječiti koroziju oksidacije na zglobu.
②Ultrasonic zavarivanje
Od 1980 -ih, ultrazvučna tehnologija zavarivanja metala primjenjuje se na zavarivanje žica, koristeći energiju vibracije ultrazvučne frekvencije za reorganizaciju metalne molekularne rešetke i povezivanje istih ili različitih metala. Zavareni zglob postiže metalurško vezivanje bez otapanja matičnog materijala, koji pripada zavarivanju čvrstog stanja i može učinkovito izbjegavati prskanje i oksidaciju uobičajenog zavarivanja.
Ultrazvučna tehnologija zavarivanja široko se koristi u povezivanju žica i žica, žica i terminala. Proces zavarivanja je brz i procesni parametri se mogu pratiti tijekom cijelog postupka. Zavareni spoj je čisti metalni priključak, na koji se ne može lako utjecati starenjem, puzanjem i umor. Veza je čvrsta, pouzdanost je velika, a kontaktni otpor nizak.
Ova tehnologija može povezati iste ili različite materijale, poput bakra i aluminija. Budući da je metal izravno zavaren, nije potreban dodatni lemljenje ili tok. Pored toga, ultrazvučno zavarivanje ima nizak toplinski napon na materijalu i u osnovi ne mijenja svojstva zavarenog materijala i okolnih materijala. Ultrazvučno zavarivanje ima jednostavan postupak, visoku čvrstoću zgloba, dobru vodljivost i širok raspon specifikacija vodiča koji se mogu zavariti. Provodnici s poprečnim presjekom od 160 mm2 ili čak veći mogu se zavariti. Slično tehnologiji zavarivanja trenja, ultrazvučna tehnologija zavarivanja prikladna je za povezivanje različitih materijala i oblika, poput bakra i aluminija, žice i ploče, a široko se koristi u žičanoj i kablovoj industriji. Stoga ovo rješenje koristi mesingane terminale, koji su povezani s čistim aluminijskim vodičima putem ultrazvučne tehnologije zavarivanja, a prekriveni su i fiksirani s kandžama na krajevima terminala kako bi se poboljšala pouzdanost veze. Slično tome, za brtvljenje spojeve može se upotrijebiti dvostruko zid ljepljive topline kako bi se spriječila korozija oksidacije na spoju.
3. Sažetak
Na temelju trenutne situacije visokih troškova i velike težine automobilskih bakrenih žica, ovaj rad proučava standarde performansi bakarnih i aluminijskih žica, te predlaže tehničko rješenje za zamjenu bakrenih žica aluminijskim žicama, pružajući novi način poduzeća za smanjenje troškova i smanjenje težine.

 EC-6100 automatska stroj za rezanje cijevi za toplinu EC-6800 stroj za automatsko rezanje EC-6100H Automatski stroj za vruće rezanje EC-830 Stroj za rezanje valovitih cijevi EC-6500 Automatski stroj za rezanje kabela i cijevi EC-810 Automatski stroj za rezanje kabela EC-850X Automatski rotacijski stroj za rezanje EC-821 Stroj za rezanje valovitih cijevi EC-890 višenamjenski automatski stroj za rezanje EC-870 stroj za automatsko rezanje cijevi visoke snage EC-816 stroj za automatsko rezanje EC-823 Stroj za rezanje velike brzine EC-805 Automatski stroj za rezanje kabela EC-860 Stroj za rezanje valovitih cijevi EC-830F automatski stroj za rezanje cijevi sa sustavom za hranjenje EC-3100 Automatski stroj za rezanje kabela i cijevi
EC-6100 automatska stroj za rezanje cijevi za toplinu EC-6800 stroj za automatsko rezanje EC-6100H Automatski stroj za vruće rezanje EC-830 Stroj za rezanje valovitih cijevi EC-6500 Automatski stroj za rezanje kabela i cijevi EC-810 Automatski stroj za rezanje kabela EC-850X Automatski rotacijski stroj za rezanje EC-821 Stroj za rezanje valovitih cijevi EC-890 višenamjenski automatski stroj za rezanje EC-870 stroj za automatsko rezanje cijevi visoke snage EC-816 stroj za automatsko rezanje EC-823 Stroj za rezanje velike brzine EC-805 Automatski stroj za rezanje kabela EC-860 Stroj za rezanje valovitih cijevi EC-830F automatski stroj za rezanje cijevi sa sustavom za hranjenje EC-3100 Automatski stroj za rezanje kabela i cijevi CS-4507 Multifunkcionalni stroj za uklanjanje žica UniStrip 2016 Pneumatski stroj za skidanje izolacije žice UniStrip 2018E Stroj za skidanje izolacije s električnih kabela CS-5507 Automatski stroj za skidanje izolacije koaksijalnog kabela CS-5515 Automatski stroj za skidanje izolacije koaksijalnog kabela CS-400 Stroj za skidanje izolacije kabela Poluautomatski stroj za skidanje izolacije s rotirajućim oštricama CS-2486 Stroj za skidanje izolacije žice koaksijalnog kabela
CS-4507 Multifunkcionalni stroj za uklanjanje žica UniStrip 2016 Pneumatski stroj za skidanje izolacije žice UniStrip 2018E Stroj za skidanje izolacije s električnih kabela CS-5507 Automatski stroj za skidanje izolacije koaksijalnog kabela CS-5515 Automatski stroj za skidanje izolacije koaksijalnog kabela CS-400 Stroj za skidanje izolacije kabela Poluautomatski stroj za skidanje izolacije s rotirajućim oštricama CS-2486 Stroj za skidanje izolacije žice koaksijalnog kabela UniCrimp TM-20 stroj za presovanje terminala TM-20S Automatski stroj za presovanje žičnih terminala TM-200 Stroj za presovanje terminala TM-10P registrirani stroj za prelazak Jack TM-E140 Predizolacijska ferula terminalna traka i stroj za presovanje TM-E140S Automatski stroj za presovanje ferula za skidanje izolacije TM-P300 Pneumatski terminal za prelazak TM-E116 Stroj za presovanje električnih terminala TM-P120 pneumatski stroj za presovanje terminala SAT-AS6P pneumatski aplikator za presovanje SAT-MS6 aplikator za mehaničko stezanje Aplikator za stezanje bočnog priključka Aplikator za stezanje stražnjeg priključka Aplikator za stezanje zastavice Aplikator za stezanje izoliranih terminala Inteligentni stroj za krimpanje servo terminala serije TM SAT-MS5 OTP mehanički aplikator TM-25M automatski stroj za stezanje terminala TM-CS6 Ultra tihi stroj za presovanje bakrenog remena
UniCrimp TM-20 stroj za presovanje terminala TM-20S Automatski stroj za presovanje žičnih terminala TM-200 Stroj za presovanje terminala TM-10P registrirani stroj za prelazak Jack TM-E140 Predizolacijska ferula terminalna traka i stroj za presovanje TM-E140S Automatski stroj za presovanje ferula za skidanje izolacije TM-P300 Pneumatski terminal za prelazak TM-E116 Stroj za presovanje električnih terminala TM-P120 pneumatski stroj za presovanje terminala SAT-AS6P pneumatski aplikator za presovanje SAT-MS6 aplikator za mehaničko stezanje Aplikator za stezanje bočnog priključka Aplikator za stezanje stražnjeg priključka Aplikator za stezanje zastavice Aplikator za stezanje izoliranih terminala Inteligentni stroj za krimpanje servo terminala serije TM SAT-MS5 OTP mehanički aplikator TM-25M automatski stroj za stezanje terminala TM-CS6 Ultra tihi stroj za presovanje bakrenog remena ESC-BX1 Stroj za rezanje i skidanje izolacije ESC-BX4 Stroj za rezanje i skidanje izolacije ESC-BX30 Automatski veliki stroj za rezanje i skidanje izolacije ESC-BX30S Automatski stroj za rezanje i skidanje plašta s kabela ESC-BX30SNY Automatski rotirajući stroj za skidanje izolacije kabela ESC-BX6 Stroj za rezanje i skidanje izolacije ESC-BX7 Stroj za rezanje i skidanje izolacije ESC-BX8S Stroj za rezanje i skidanje plašta kabela ESC-BX8PR Stroj za rezanje i skidanje izolacije ESC-BX9 Automatski stroj za rezanje i skidanje ESC-BX30SC Automatski stroj za rezanje žice i skidanje izolacije ESC-BX120 Automatski stroj za rezanje i skidanje kože ESC-BX35R multifunkcionalni rotacijski kabel za uklanjanje kabela ESC-BX120S višežilni stroj za rezanje i skidanje izolacije ESC-BX60 Automatski stroj za rezanje i skidanje izolacije kabela ESC-BX300 Automatski stroj za rezanje i skidanje žice za kabele ESC-BX16 Stroj za skidanje izolacije od žice ESC-BX20SF Stroj za rezanje i skidanje izolacije s dvostrukom ravnom žicom
ESC-BX1 Stroj za rezanje i skidanje izolacije ESC-BX4 Stroj za rezanje i skidanje izolacije ESC-BX30 Automatski veliki stroj za rezanje i skidanje izolacije ESC-BX30S Automatski stroj za rezanje i skidanje plašta s kabela ESC-BX30SNY Automatski rotirajući stroj za skidanje izolacije kabela ESC-BX6 Stroj za rezanje i skidanje izolacije ESC-BX7 Stroj za rezanje i skidanje izolacije ESC-BX8S Stroj za rezanje i skidanje plašta kabela ESC-BX8PR Stroj za rezanje i skidanje izolacije ESC-BX9 Automatski stroj za rezanje i skidanje ESC-BX30SC Automatski stroj za rezanje žice i skidanje izolacije ESC-BX120 Automatski stroj za rezanje i skidanje kože ESC-BX35R multifunkcionalni rotacijski kabel za uklanjanje kabela ESC-BX120S višežilni stroj za rezanje i skidanje izolacije ESC-BX60 Automatski stroj za rezanje i skidanje izolacije kabela ESC-BX300 Automatski stroj za rezanje i skidanje žice za kabele ESC-BX16 Stroj za skidanje izolacije od žice ESC-BX20SF Stroj za rezanje i skidanje izolacije s dvostrukom ravnom žicom ACC-101 Automatski stroj za spajanje terminala s jednom glavom ACC-102A potpuno automatski stroj za stezanje terminala (oba kraja) ACC-102B Automatski stroj za prešanje dvostrukih terminala ACC-105 Potpuno automatski stroj za lim s jednom glavom za uranjanje na kraju ACC-106 Potpuno automatski 5-žilni jednoglavi stroj za umakanje kositra ACC-202UP Potpuno-automatski rez, traka, presjek, umetanje i toplinski stroj za toplinu cijevi ACC-308B Automatski stroj za kalajisanje Stroj za lemljenje za obje strane ACC-208 potpuno automatski stroj za presovanje (oba kraja) ACC-508 Potpuno automatski stroj za uvijanje, lemljenje i presovanje ACC-608 Potpuno automatski stroj za rezanje trake i presovanje ravnih kabela
ACC-101 Automatski stroj za spajanje terminala s jednom glavom ACC-102A potpuno automatski stroj za stezanje terminala (oba kraja) ACC-102B Automatski stroj za prešanje dvostrukih terminala ACC-105 Potpuno automatski stroj za lim s jednom glavom za uranjanje na kraju ACC-106 Potpuno automatski 5-žilni jednoglavi stroj za umakanje kositra ACC-202UP Potpuno-automatski rez, traka, presjek, umetanje i toplinski stroj za toplinu cijevi ACC-308B Automatski stroj za kalajisanje Stroj za lemljenje za obje strane ACC-208 potpuno automatski stroj za presovanje (oba kraja) ACC-508 Potpuno automatski stroj za uvijanje, lemljenje i presovanje ACC-608 Potpuno automatski stroj za rezanje trake i presovanje ravnih kabela HSM-60 Stroj za obradu termoskupljajuće cijevi HSM-70 Stroj za obradu termoskupljajuće cijevi HDM-80B Stroj za obradu termoskupljajuće cijevi HSM-90 Stroj za obradu termoskupljajuće cijevi HSM-25M Stroj za obradu termoskupljajuće cijevi HSM-120 Stroj za grijanje termoskupljajuće cijevi HSM-160 Stroj za obradu termoskupljajuće cijevi HDM-80A Stroj za grijanje termoskupljajuće cijevi HSM-260E Stroj za obradu zatvorenih termoskupljajućih cijevi HSM-260O Otvoreni stroj za obradu termoskupljajuće cijevi HSM-20 Inteligentni stroj za obradu termoskupljajuće cijevi
HSM-60 Stroj za obradu termoskupljajuće cijevi HSM-70 Stroj za obradu termoskupljajuće cijevi HDM-80B Stroj za obradu termoskupljajuće cijevi HSM-90 Stroj za obradu termoskupljajuće cijevi HSM-25M Stroj za obradu termoskupljajuće cijevi HSM-120 Stroj za grijanje termoskupljajuće cijevi HSM-160 Stroj za obradu termoskupljajuće cijevi HDM-80A Stroj za grijanje termoskupljajuće cijevi HSM-260E Stroj za obradu zatvorenih termoskupljajućih cijevi HSM-260O Otvoreni stroj za obradu termoskupljajuće cijevi HSM-20 Inteligentni stroj za obradu termoskupljajuće cijevi CS-9070 Stroj za rezanje oklopa visokonaponskog kabela FS-9053 Stroj za savijanje oklopa kabela ACS-9100 Stroj za obradu oklopa kabela ACS-9200 Automatski sustav za obradu oklopa kabela ACS-9300 Stroj za obradu visokonaponskih automobilskih kabela ACS-9500 Stroj za obradu visokonaponskih kabela FC-9312 Stroj za rezanje aluminijske folije CS-9120 Stroj za skidanje izolacije kabela
CS-9070 Stroj za rezanje oklopa visokonaponskog kabela FS-9053 Stroj za savijanje oklopa kabela ACS-9100 Stroj za obradu oklopa kabela ACS-9200 Automatski sustav za obradu oklopa kabela ACS-9300 Stroj za obradu visokonaponskih automobilskih kabela ACS-9500 Stroj za obradu visokonaponskih kabela FC-9312 Stroj za rezanje aluminijske folije CS-9120 Stroj za skidanje izolacije kabela STB-10 automatski stroj za spajanje vrpce STB-50 stolni stroj za spajanje STB-60 Stroj za vezivanje ljepljive trake STB-55 stolni stroj za spajanje trake STC-50 Automatski stroj za rezanje trake STP-B ručni stroj za tapiranje STP-F ručni stroj za omatanje trake litijske baterije STP-C automatski stroj za spajanje žice STP-D automatski stroj za omatanje trake STP-AS Automatski stroj za vezivanje trake
STB-10 automatski stroj za spajanje vrpce STB-50 stolni stroj za spajanje STB-60 Stroj za vezivanje ljepljive trake STB-55 stolni stroj za spajanje trake STC-50 Automatski stroj za rezanje trake STP-B ručni stroj za tapiranje STP-F ručni stroj za omatanje trake litijske baterije STP-C automatski stroj za spajanje žice STP-D automatski stroj za omatanje trake STP-AS Automatski stroj za vezivanje trake CMCW-200T automatski stroj za namotavanje žice s funkcijom brojača Stolni automat za namatanje i vezivanje mjerača CMCW-300F Podni automatski stroj za namotavanje žice s funkcijom brojača Stroj za namotavanje i spajanje žice na podu koji broji kabele WT-645S Automatski stroj za namotavanje i vezivanje žice s funkcijom razvrstavanja Automatski stroj za namotavanje žice s funkcijom sortiranja Automatski stroj za namatanje i vezivanje žice
CMCW-200T automatski stroj za namotavanje žice s funkcijom brojača Stolni automat za namatanje i vezivanje mjerača CMCW-300F Podni automatski stroj za namotavanje žice s funkcijom brojača Stroj za namotavanje i spajanje žice na podu koji broji kabele WT-645S Automatski stroj za namotavanje i vezivanje žice s funkcijom razvrstavanja Automatski stroj za namotavanje žice s funkcijom sortiranja Automatski stroj za namatanje i vezivanje žice

 PFM-220 uređaj za ispitivanje sile povlačenja terminala PFM-300 uređaj za ispitivanje sile povlačenja terminala PFM-200 Tester sile povlačenja za žičane stezaljke TCA-120 terminalni analizator presjeka TCA-120S terminalni analizator presjeka TCA-150 Analizator terminalnog presjeka PFM-50 Stroj za mjerenje sile povlačenja
PFM-220 uređaj za ispitivanje sile povlačenja terminala PFM-300 uređaj za ispitivanje sile povlačenja terminala PFM-200 Tester sile povlačenja za žičane stezaljke TCA-120 terminalni analizator presjeka TCA-120S terminalni analizator presjeka TCA-150 Analizator terminalnog presjeka PFM-50 Stroj za mjerenje sile povlačenja


