Ավտոմեքենաների ալյումինե էլեկտրական մալուխի դիմումի վերլուծություն
Ավտոմեքենաների մեջ ավանդական պղնձի լարերի բարձր խտությունն ու արժեքը արդյունաբերությանը ստիպել են որոնել այլընտրանքային նյութեր `ծախսերի իջեցման եւ թեթեւացման համար: Ալյումինը դարձել է պղնձի իդեալական փոխարինող, իր լավ հաղորդունակության, ցածր խտության եւ ցածր արժեքի պատճառով, բայց այն ունի նաեւ ցածր ուժ եւ հեշտ օքսիդացում: Հոդվածում կենտրոնացած են մեծ բաժնի ավտոմոբիլային էլեկտրակայանի մալուխների վրա եւ խորապես ուսումնասիրում են տեխնիկական դժվարությունները, որոնք պետք է լուծվեն ալյումինով պղնձի փոխարինման, ներառյալ հաղորդունակությունը, ջերմային ընդլայնման գործակիցների տարածումը: Անալիզի վերլուծելով ավտոմեքենաների միջազգային ստանդարտները, կատարվել է իրագործելիության ուսումնասիրություն ալյումինով ալյումինով փոխարինելու վերաբերյալ, առաջարկվել է հատուկ տեխնիկական լուծում `օգտագործելով 1 սերիայի ալյումինե մետաղալարեր` ավելի մեծ խաչմերուկով փոխարինելու համար, որպեսզի փոխարինեն համարժեք դիմադրության սկզբունքին: Երկու մետաղալար եւ տերմինալ կապի լուծումներ տրամադրելը. Fricate եռակցման եւ ուլտրաձայնային եռակցման եւ երկկողմանի սոսինձ ջերմության օգտագործմամբ `կնքման համար խողովակաշարով: Հոդվածում ներկայացված են նոր ուղի `ավտոմոբիլային ընկերությունների համար հղումային արժեքով` ծախսերի իջեցման եւ թեթեւացման համար:
Ավտոմոբիլային էլեկտրագծերի գոտիները ամբողջ մեքենայի մարմնում են: Ավանդական լարերը պատրաստված են բարձր մաքրության էլեկտրոլիտիկ պղնձի կեղծված, գծված եւ հատուկ գործընթացներով: Պղնձի բարձր խտության պատճառով տրանսպորտային միջոցների էլեկտրալարերի ամբողջությամբ ծածկույթի ընդհանուր քաշը գերազանցում է 20 կգը, իսկ արժեքը բարձր է, ինչը ծախսերի ճնշում է գործադրում ձեռնարկություններին: Այդ նպատակով արդյունաբերությունը ակտիվորեն ուսումնասիրում է այլընտրանքային նյութերը պղնձի լարերի համար `ծախսերի իջեցման եւ թեթեւակի նպատակներին հասնելու համար: Ընդհանուր դիրիժորական նյութերի շարքում ալյումինը իդեալական փոխարինող է: Այն ունի լավ հաղորդունակություն, երկրորդը `միայն պղնձի մեջ, սովորաբար օգտագործված մետաղների միջեւ եւ թեթեւ է քաշի մեջ: Դրա խտությունը պղնձի մոտ 30% է, իսկ դրա արժեքը պղնձի ընդամենը 20% ~ 30% է, բայց այն խնդիրներ ունի, ինչպիսիք են ցածր ուժը եւ հեշտ օքսիդացումը: Այս հոդվածում առաջարկվում է հղումային տեխնիկական լուծում `մեծ հատվածի ավտոմոբիլային էլեկտրակայանի մալուխների համար պղնձի փոխարինման համար պղինձը փոխարինելու համար:
1.Տեխնիկական խնդիրներ, որոնք պետք է լուծվեն ալյումինով պղինձը փոխարինելիս
Ալյումինը գերադասելի է պղնձի եւ որակի վրա, եւ դարձել է թեժ կետ `ավտոմոբիլային ընկերություններում ծախսերի իջեցման եւ թեթեւ հետազոտության համար: Այնուամենայնիվ, ալյումինե փոխարինող պղինձը դեռ կանգնած է տեխնիկական որոշ դժվարությունների:
1) Ալյումինի հաղորդունակությունը պղնձից զիջում է: Եթե խնդիրը լուծվի ալյումինե մետաղալարերի խաչմերուկային տարածքը, ալյումինե մետաղալարերի ճշգրտումը պետք է ավելանա 1 ~ 2 մակարդակներով, որոնք կդարձնեն ալյումինե մետաղալարով զամբյուղը, քան պղնձի մետաղալարերը: Տեղադրման տարածքը եւ ճկման շառավղը պետք է հաշվի առնել, երբ կապը կազմակերպում է:
2) Ալյումինը ցածր ուժ ունի: Մեխանիկական ուժը պղնձի մասի միայն 1 //3 է, եւ հեշտ է կոտրվել ծալքավորության ժամանակ: Երբ մեքենան մեքենա է վարում, մետաղալարերը թրթռում են, եւ դա հեշտ է կոտրել, ուստի ալյումինե մետաղալարերի ուժը պետք է ավելանա:
3) Ալյումինը ունի զգալի սեղմիչ սողացող երեւույթ: Մոտ 80 ℃, սողացողությունը ուժեղանում է ճնշման տակ, մինչդեռ պղնձը պետք է լինի 230-ից բարձր ℃, ցույց տալու որոշակի աստիճանի սեղմիչ սողուն: Ալյումինի սեղմիչ սողացող բնութագրերը կհանգեցնեն կապի կետին `տերմինալի ծայրահեղ փոփոխություններով թուլացնելու կետը, ազդելով մետաղալարերի էլեկտրական կատարման վրա:
Հետեւաբար, ալյումինե-պղնձի միացման տեխնոլոգիան պահանջում է հատուկ ձեւավորում `արտադրանքի կյանքի հուսալի էլեկտրական կատարումը ապահովելու համար:
4) Ալյումինը քիմիապես ակտիվ է: Այն հեշտությամբ օքսիդացվում է, երբ օդ է ենթարկվում, ձեւավորելով խիտ եւ ծանր ալյումինե օքսիդի կինոնկար: Ալյումինի օքսիդը ունի ամուր մեկուսացման հատկություններ եւ կազդի ալյումինե լարերի հաղորդունակության վրա: Երբ ալյումինը կապում է պղնձի տերմինալների խոնավ եւ էներգիայով միջավայրում, հեշտ է ձեւավորել գալվանական ռեակցիա, առաջացնելով էլեկտրաքիմիական կոռոզիա եւ հողաթափում ալյումինե դիրիժոր: Այս իրավիճակը պետք է խուսափել:
5) Ալյումինը եւ պղինձը ունեն ջերմային ընդլայնման տարբեր գործակիցներ: Տաք եւ ցրտից երկարատեւ փոփոխումից հետո կապը հեշտ է թուլացնել, ազդելով միացման կետի հուսալիության վրա:
2. Հողափող փոխարինող ալյումինե փոխարինող վերլուծության վերլուծություն եւ տեխնիկական լուծումներ
1) իրագործելիության վերլուծություն
Միջազգայնորեն, կան երեք հիմնական ավտոմոբիլային մետաղալար ստանդարտ, ամերիկյան, ճապոներեն եւ եվրոպական: Արդյունաբերական տեխնոլոգիաների գլոբալ ինտեգրմամբ ավտոմոբիլային արդյունաբերության մեջ տարբեր երկրների մետաղալարերի ստանդարտները աստիճանաբար ավելի են մոտենում միջազգային ստանդարտների ISO շարքին: Ներկայումս ներքին ավտոմոբիլային OEM- ն օգտագործում է պղնձի հիմնական լարերը եւ հետեւում ISO 19642-5-ին եւ ISO 6722-1 միջազգային ստանդարտներին: Այս երկու ստանդարտները նմանատիպ տեխնիկական պահանջներ ունեն ավտոմոբիլային պղնձի հիմնական լարերի համար, եւ երկուսն էլ նշում են դիմադրողականությունը, մանրամասնորեն դիմակայել լարերի լարման եւ այլ բնութագրերի: Դրանց թվում, ISO 19642-5-ը ավելի մանրամասն պահանջներ ունի մետաղալարերի կատարման համար:
Արտասահմանյան ալյումինե լարերը օգտագործվել են արդյունաբերական ծրագրերում առնվազն 30 տարի: Դրանք առաջին անգամ օգտագործվել են ավիացիոն արդյունաբերության մեջ եւ սկսել են օգտագործվել ավտոմոբիլային դաշտում 21-րդ դարի սկզբին: 2013-ին ավտոմեքենաների Aluminum լարերի պաշտոնական միջազգային ստանդարտ ISO 6722-2- ը ազատ է արձակվել, իսկ 2019-ին, նմանատիպ ISO 19642-6-ը ազատ է արձակվել: Միջազգային ստանդարտներ ISO 19642-6 եւ ISO 6722-2- ը տրամադրել են դիրիժոր տրամագծի, դիմադրության, մեկուսացման ծավալի դիմադրության տեխնիկական պահանջներ եւ այլն: Հետեւաբար, սխեմայի ձեւավորումը պետք է համապարփակորեն հաշվի առնի այս երկու միջազգային ստանդարտները:
Ալյումինե դիրիժորները պետք է համարժեք լինեն պղնձի դիրիժորներին եւ հանդիպեն երեք միավոր. Նախ, նրանք պետք է ունենան նման հաղորդակցական եւ այլ հատկություններ փոխարինված պղնձի դիրիժորների նկատմամբ. Երկրորդ, կանխեք ալյումինե մետաղալարից օքսիդացումից; Երրորդ, հասնելով հուսալի կապի ալյումինե մետաղալարերի եւ տերմինալի միջեւ, քանի որ ալյումինե նյութը ունի ցածր կարծրություն եւ կարող է հոգնածություն եւ կոտրել ճկումը, ոլորուն եւ բարձր հաճախականության թրթռումից հետո:
2) Էլեկտրաէներգիայի դիրիժորների այլընտրանքներ
Համեմատելով միջազգային ստանդարտների ISO 19642-5 եւ ISO 6722-1- ի համար `պղնձի դիրիժորների համար, իսկ Ալյումինե դիրիժորների համար ISO 6722-2 ISO 6722-2- ը, կարելի է տեսնել, որ դիմադրությունը նման է պղնձի դիրիժորին, որը նման է պղնձի դիրիժորին:
Եվրոպական ալյումինե եւ ալյումինե խառնուրդի ստանդարտ EN 573-3: 2003 թվականներին նախատեսվում է, որ ալյումինե եւ ալյումինե խառնուրդները կարելի է բաժանել 8 շարքի: Դրանց թվում 1-ը մաքուր ալյումինե մետաղալար է `ալյումինե պարունակությամբ` ավելի քան 99%; 2-ից 8 ալյումինե համաձուլվածքներ նոր ալյումինե վրա հիմնված կոմպոզիտային համաձուլվածքներ են, որոնք մշակվել են `ավելացնելով SI, FE, CU, MG, MG, Nano-Ceramics եւ ածխածնի նանոմ նյութերի տարբեր համամասնություններ, մաքուր ալյումինե: Matrix- ը ջերմամշակված ուժեղացված խառնուրդ է: Որոշ հաղորդունակության ապահովման պայմանով ալյումինե խառնուրդի առաձգական ուժը առավելագույնի է հասցնում, միաժամանակ ապահովելով բավարար երկարացում:
1 սերիայի մաքուր ալյումինե մետաղալարերի բնութագրերը բարձր հաղորդունակություն են, լավ ջերմային հաղորդունակություն, 60 ~ 110 ՄՊ-ի առաձգական ուժ եւ դիրիժոր երկարություն, քան 12%: Այն ամենատարածված ալյումինե դիրիժորն է ավտոմոբիլային մալուխների համար: Ալյումինե մետաղալարերի այս դասարանը հարմար է խոշոր տրամագծով էլեկտրական լարերի համար:
Ամփոփելով, համարժեք դիմադրության սկզբունքը կարող է հետեւել պղնձի մետաղալարերը մաքուր ալյումինե մետաղալարով փոխարինել ավելի մեծ խաչմերուկային տարածքով, եւ փոխարինումից առաջ եւ հետո լարերի դիմադրությունը: Օրինակ, բնօրինակ պղնձի մետաղալարերի խաչմերուկային տարածքը 35 մմ 2 է, իսկ դիրիժորի առավելագույն դիմադրությունը յուրաքանչյուր միավորի երկարությամբ 20 ℃-ով `0,527 մ / մ: Ալյումինե դիրիժորական բնութագրերը `դիմադրության ամենամոտ պարամետրով, պետք է ավելացվի մինչեւ 60 մմ: Այս պահին 20-ին մեկ միավորի երկարության համար դիրիժորի առավելագույն դիմադրությունը 0,525 մ / մ է:
3) լարերի եւ տերմինալների միջեւ կապի սխեման
① Friction եռակցման լուծում
Friction եռակցման տեխնոլոգիան ծագել է ավելի քան հարյուր տարի առաջ: Այն օգտագործում է աշխատանքային մասի կոնտակտային մակերեւույթի շփման արդյունքում առաջացած ջերմությունը `աշխատանքային մասերը պլաստիկորեն դեֆորմացնելու համար ճնշման տակ դնելու համար, դրանով իսկ հասնելով եռակցման: Այս տեխնոլոգիան լայնորեն օգտագործվում է քաղաքացիական եւ օդատիեզերական դաշտերում:
Սարքավորումները փորում են աշխատանքային կտորը `շփվելով շատ ջերմություն առաջացնելով, ինչը նվազեցնում է մետաղի կարծրությունը, բարելավում է պլաստիկությունը եւ բյուրեղացնում եւ բյուրեղացնում է միմյանց զոդման համատեղ: Միեւնույն ժամանակ, արագընթաց շփումը ոչնչացնում է մետաղական մակերեսի օքսիդի ֆիլմը եւ բարելավում եռակցված համատեղության հաղորդունակությունը: Համեմատելի Fusion եռակցման հետ համեմատած Friction Welding- ը ունի հետեւյալ բնութագրերը. Նախ, եռակցված համատեղությունն ունի բարձր ամրություն, կայուն որակ, լավ բաղադրիչ հետեւողականություն, եւ համատեղ ուժը համարժեք է ծնողական նյութի: Երկրորդ, այն էներգախնայողությունն է եւ էկոլոգիապես մաքուր, առանց զոդման ձողերի եւ պաշտպանիչ գազերի անհրաժեշտության, եռակցման գործընթացում ոչ մի թունավոր կամ վնասակար գազեր չեն ստեղծվում, եւ սարքավորումները սպառում են փոքր ուժ: Երրորդ, շփման եռակցումը կարող է հասնել տարբեր նյութերի եռակցման, համատեղը չունի ծակոտիներ կամ ներառումներ, եւ էլեկտրաքիմիական կոռոզիա չի առաջանում:
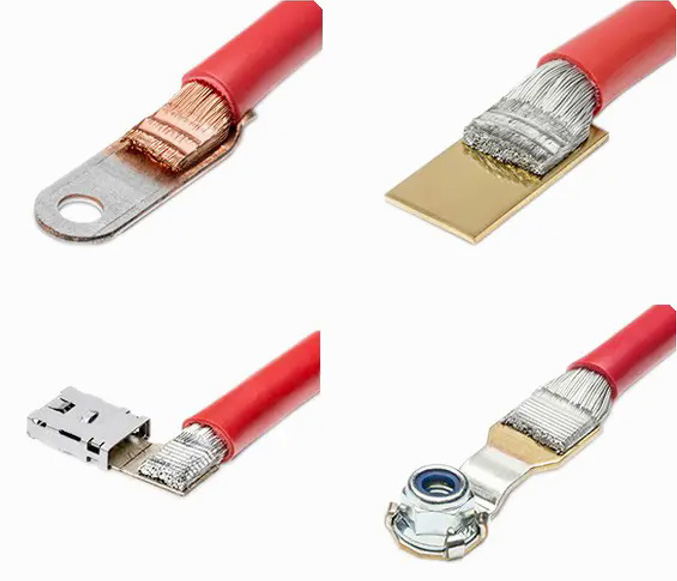
Այս լուծում «L» - ը `պղնձե ալյումինե կոմպոզիտային տերմինալը ընդունում է պտտվող շփման եռակցման գործընթաց` վերջը կեղծված պղնձաձուլարանի եւ պոչի մաքուր ալյումինե մխոց կապելու համար: Դարբնոցային պղնձե ափսեը օգտագործվում է մարտկոցի կամ մեկնարկային հավաքվելու համար: Այն պատրաստված է պղնձից, ունի բարձր ամրություն, տեղադրման ընթացքում հեշտ չէ կոտրել, եւ մակերեսային թիթեղը կարող է թեթեւացնել փողային եւ մեքենայի մարմնի միջեւ շփման հետեւանքով առաջացած էլեկտրաքիմիական կոռոզիան: Պոչի մաքուր ալյումինե մխոցը սյունակային խոռոչ կառույց է, որն օգտագործվում է ալյումինե դիրիժորը միացնելու համար: Ալյումինի դիրիժորը հատուկ սարքավորումների միջոցով տեղադրվում է մաքուր ալյումինի մխոց, այն ծալվում է կեղծել սարքավորումներ: Մաքուր ալյումինե մետաղալարերն ու մաքուր ալյումինե մխոցը պատրաստված են նույն նյութից եւ ունեն նույն ջերմային ընդլայնման գործակիցը, որը կարող է խուսափել հոգնածության կոտրվածքից, երբ ջերմային ընդլայնման գործակիցի տարբերության պատճառով:

Այս լուծման առավելություններն են. Դարբնոցային պղնձե ափսեը կարող է բավարարել հավաքի պահանջները, եւ ալյումինե մետաղալարերը միացնող ալյումինե խողովակը կարող է խուսափել ավանդական պղնձի տերմինալի եւ ալյումինե դիրիժորի խնդիրների առաջացման համար:
Տերմինալը միանալուց հետո, ալյումինե դիրիժորին, սոսինձով կրկնակի պատերով ջերմային ցնցող խողովակ կարող է օգտագործվել կնքման համար: Heat երմության նեղացման խողովակը ունի մեկուսացում, կոռոզիոն դիմադրություն եւ դիմադրություն: Հատուկ սարքավորումներով ջեռուցվելուց հետո արտաքին պատը նեղանում է, եւ ներքին պատի վրա ամուր սոսինձը հալվում է հեղուկ սոսինձով, ծածկելով տերմինալի միացման մասը եւ մետաղալարային մեկուսացման մաշկի մակերեսը: Սառեցումից եւ ամրացումից հետո այն կարող է հասնել կնքման եւ կոռոզիայի դիմադրության եւ կանխել համատեղում օքսիդացման կոռոզիայից:
Utrasonic եռակցման լուծույթ
1980-ականներից ի վեր, մետաղալարերի զոդման եռակցման ոլորտի ուլտրաձայնային եռակցման տեխնոլոգիան կիրառվել է մետաղալարերի հաճախականության թրթռման էներգիա `մետաղական մոլեկուլային վանդակավոր կառուցվածքը վերակազմավորելու եւ նույն կամ տարբեր մետաղների միացման համար: Եռակցված համատեղությունը հասնում է մետալուրգիական կապի, առանց ծնողական նյութը հալելու, որը պատկանում է ամուր պետության եռակցմանը եւ կարող է արդյունավետորեն խուսափել ցրտաշունչներից եւ սովորական եռակցման օքսիդացումից:
Ուլտրաձայնային եռակցման տեխնոլոգիան լայնորեն օգտագործվում է լարերի եւ լարերի, լարերի եւ տերմինալների միացման մեջ: Եռակցման գործընթացը արագ է, եւ գործընթացի պարամետրերը կարող են դիտարկել ամբողջ գործընթացում: Եռակցված համատեղը մաքուր մետաղական միակցիչ է, որը հեշտությամբ չի ազդում ծերացման, սողացող եւ հոգնածության վրա: Կապը ամուր է, հուսալիությունը բարձր է, եւ շփման դիմադրությունը ցածր է:
Այս տեխնոլոգիան կարող է միացնել նույն կամ տարբեր նյութեր, ինչպիսիք են պղինձը եւ ալյումինը: Քանի որ մետաղը ուղղակիորեն եռակցվում է, լրացուցիչ զոդում կամ հոսք չի պահանջվում: Բացի այդ, ուլտրաձայնային եռակցումը նյութի վրա ցածր ջերմային սթրես ունի եւ, ըստ էության, չի փոխում եռակցված նյութի եւ շրջակա նյութերի հատկությունները: Ուլտրաձայնային եռակցումը ունի պարզ գործընթաց, բարձր համատեղ ուժ, լավ հաղորդունակություն եւ հաղորդիչ բնութագրերի լայն տեսականի, որոնք կարող են զոդվել: 160 մմ 2-ի կամ ավելի մեծ խաչմերուկային տարածք ունեցող դիրիժորները կարող են եռակցվել: Frication եռակցման տեխնոլոգիայի նման, ուլտրաձայնային եռակցման տեխնոլոգիան հարմար է տարբեր նյութերի եւ ձեւերի կապի համար, ինչպիսիք են պղնձի եւ ալյումինե, մետաղալարով եւ ափսեը: Հետեւաբար, այս լուծումը օգտագործում է փողային տերմինալներ, որոնք միացված են մաքուր ալյումինե դիրիժորների հետ ուլտրաձայնային եռակցման տեխնոլոգիայի միջոցով, իսկ տերմինալների վերջնականության վերջում ծուղակ եւ ամրագրված են ճիրաններով: Նմանապես, երկկողմանի սոսինձ ջերմության նեղացման խողովակը կարող է օգտագործվել կապը կնքելու համար `համատեղում օքսիդացման կոռոզիայից:
3. Ամփոփում
Ավտոմոբիլային պղնձի լարերի բարձր գնի եւ ծանր քաշի ներկա իրավիճակի հիման վրա այս թերթը ուսումնասիրում է պղնձի եւ ալյումինե լարերի կատարողականի ստանդարտները եւ առաջարկում է տեխնիկական լուծում `ալյումինե լարերով փոխարինելու համար անհրաժեշտ միջոցներ:

 EC-6100 ավտոմատ ջերմության նեղացման խողովակի կտրող մեքենա EC-6800 ավտոմատ կտրող մեքենա EC-6100H Ավտոմատ տաք կտրող մեքենա EC-830 ծալքավոր խողովակ կտրող մեքենա EC-6500 Ավտոմատ մալուխների և խողովակների կտրող մեքենա EC-810 Ավտոմատ մալուխի կտրող մեքենա EC-850X Ավտոմատ պտտվող կտրող մեքենա EC-821 ծալքավոր խողովակ կտրող մեքենա EC-890 Բազմաֆունկցիոնալ ավտոմատ կտրող մեքենա EC-870 բարձր էներգիայի ավտոմատ խողովակի կտրող մեքենա EC-816 ավտոմատ կտրող մեքենա EC-823 Բարձր արագությամբ կտրող մեքենա EC-805 Ավտոմատ մալուխի կտրող մեքենա EC-860 ծալքավոր խողովակի կտրող մեքենա EC-830F ավտոմատ խողովակի կտրող սարք `կերակրման համակարգով EC-3100 Ավտոմատ մալուխների և խողովակների կտրող մեքենա
EC-6100 ավտոմատ ջերմության նեղացման խողովակի կտրող մեքենա EC-6800 ավտոմատ կտրող մեքենա EC-6100H Ավտոմատ տաք կտրող մեքենա EC-830 ծալքավոր խողովակ կտրող մեքենա EC-6500 Ավտոմատ մալուխների և խողովակների կտրող մեքենա EC-810 Ավտոմատ մալուխի կտրող մեքենա EC-850X Ավտոմատ պտտվող կտրող մեքենա EC-821 ծալքավոր խողովակ կտրող մեքենա EC-890 Բազմաֆունկցիոնալ ավտոմատ կտրող մեքենա EC-870 բարձր էներգիայի ավտոմատ խողովակի կտրող մեքենա EC-816 ավտոմատ կտրող մեքենա EC-823 Բարձր արագությամբ կտրող մեքենա EC-805 Ավտոմատ մալուխի կտրող մեքենա EC-860 ծալքավոր խողովակի կտրող մեքենա EC-830F ավտոմատ խողովակի կտրող սարք `կերակրման համակարգով EC-3100 Ավտոմատ մալուխների և խողովակների կտրող մեքենա CS-4507 բազմաֆունկցիոնալ մետաղալարերի շեղման մեքենա UniStrip 2016 օդաճնշական մետաղալարերի քերթող մեքենա UniStrip 2018E Electric Cable Wire Stripping Machine CS-5507 Ավտոմատ կոաքսիալ մալուխը հանելու մեքենա CS-5515 Ավտոմատ կոաքսիալ մալուխը հանելու մեքենա CS-400 Braided Shield Cable Stripping Machine Կիսամյակային ավտոմատ Պտտվող-Blade Cable Stripping Machine CS-2486 Coaxial Cable Wire Stripping Machine
CS-4507 բազմաֆունկցիոնալ մետաղալարերի շեղման մեքենա UniStrip 2016 օդաճնշական մետաղալարերի քերթող մեքենա UniStrip 2018E Electric Cable Wire Stripping Machine CS-5507 Ավտոմատ կոաքսիալ մալուխը հանելու մեքենա CS-5515 Ավտոմատ կոաքսիալ մալուխը հանելու մեքենա CS-400 Braided Shield Cable Stripping Machine Կիսամյակային ավտոմատ Պտտվող-Blade Cable Stripping Machine CS-2486 Coaxial Cable Wire Stripping Machine UniCrimp TM-20 Terminal Crimping Machine TM-20S Ավտոմատ մետաղալարերի տերմինալի ծալքավոր մեքենա TM-200 տերմինալ ծալքավոր մեքենա TM-10P Գրանցված Jack Grapping Machine- ը TM-E140 Pre-insulation Ferrule Terminal Strip And Crimp Machine TM-E140S Ավտոմատ մետաղալարերի շերտազատման պարանների ծալքավոր մեքենա TM-P300 Օդաճնշական տերմինալ ծալովի մեքենա TM-E116 Էլեկտրական տերմինալի ծալքավոր մեքենա TM-P120 Օդաճնշական տերմինալի ծալքավոր մեքենա SAT-AS6P օդաճնշական ծալքավոր կիրառիչ SAT-MS6 մեխանիկական ծալքավոր կիրառող Կողքի սնուցման տերմինալի ծալքավոր կիրառիչ Հետևի սնուցման տերմինալի ծալքավոր կիրառիչ Դրոշի տերմինալի ծալքավոր կիրառող Ծալքավոր կիրառող մեկուսացված տերմինալների համար TM սերիայի խելացի սերվո տերմինալի ծալքավոր մեքենա SAT-MS5 OTP մեխանիկական կիրառող TM-25M ավտոմատ տերմինալ ծալքավոր մեքենա TM-CS6 Ultra Silent Copper Belt Crimping Machine
UniCrimp TM-20 Terminal Crimping Machine TM-20S Ավտոմատ մետաղալարերի տերմինալի ծալքավոր մեքենա TM-200 տերմինալ ծալքավոր մեքենա TM-10P Գրանցված Jack Grapping Machine- ը TM-E140 Pre-insulation Ferrule Terminal Strip And Crimp Machine TM-E140S Ավտոմատ մետաղալարերի շերտազատման պարանների ծալքավոր մեքենա TM-P300 Օդաճնշական տերմինալ ծալովի մեքենա TM-E116 Էլեկտրական տերմինալի ծալքավոր մեքենա TM-P120 Օդաճնշական տերմինալի ծալքավոր մեքենա SAT-AS6P օդաճնշական ծալքավոր կիրառիչ SAT-MS6 մեխանիկական ծալքավոր կիրառող Կողքի սնուցման տերմինալի ծալքավոր կիրառիչ Հետևի սնուցման տերմինալի ծալքավոր կիրառիչ Դրոշի տերմինալի ծալքավոր կիրառող Ծալքավոր կիրառող մեկուսացված տերմինալների համար TM սերիայի խելացի սերվո տերմինալի ծալքավոր մեքենա SAT-MS5 OTP մեխանիկական կիրառող TM-25M ավտոմատ տերմինալ ծալքավոր մեքենա TM-CS6 Ultra Silent Copper Belt Crimping Machine ESC-BX1 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX4 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX30 Ավտոմատ մեծ մալուխի կտրող և քերթող մեքենա ESC-BX30S պատյանով մալուխային ավտոմատ կտրող և մերկացնող մեքենա ESC-BX30SNY Ավտոմատ պտտվող մալուխի հեռացման մեքենա ESC-BX6 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX7 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX8S պատյան մալուխի կտրող և մերկացնող մեքենա ESC-BX8PR մետաղալարերի կտրման և մերկացման մեքենա ESC-BX9 Ավտոմատ կտրման և շերտազատման մեքենա ESC-BX30SC Ավտոմատ մալուխային մետաղալարերի կտրող և քերթող մեքենա ESC-BX120 Ավտոմատ կտրող և մերկացնող մեքենա ESC-BX35R բազմաֆունկցիոնալ պտտվող մալուխի շերտազերծող մեքենա ESC-BX120S Բազմամիջուկ մալուխների կտրող և քերծող մեքենա ESC-BX60 Ավտոմատ մալուխի կտրող և քերթող մեքենա ESC-BX300 Ավտոմատ մալուխի մետաղալարերի կտրող և քերթող մեքենա ESC-BX16 մետաղալարերի կտրող մեքենա ESC-BX20SF հարթ երկվորյակ մետաղալարեր կտրող և քերթող մեքենա
ESC-BX1 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX4 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX30 Ավտոմատ մեծ մալուխի կտրող և քերթող մեքենա ESC-BX30S պատյանով մալուխային ավտոմատ կտրող և մերկացնող մեքենա ESC-BX30SNY Ավտոմատ պտտվող մալուխի հեռացման մեքենա ESC-BX6 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX7 մետաղալարերի կտրման և մերկացման մեքենա ESC-BX8S պատյան մալուխի կտրող և մերկացնող մեքենա ESC-BX8PR մետաղալարերի կտրման և մերկացման մեքենա ESC-BX9 Ավտոմատ կտրման և շերտազատման մեքենա ESC-BX30SC Ավտոմատ մալուխային մետաղալարերի կտրող և քերթող մեքենա ESC-BX120 Ավտոմատ կտրող և մերկացնող մեքենա ESC-BX35R բազմաֆունկցիոնալ պտտվող մալուխի շերտազերծող մեքենա ESC-BX120S Բազմամիջուկ մալուխների կտրող և քերծող մեքենա ESC-BX60 Ավտոմատ մալուխի կտրող և քերթող մեքենա ESC-BX300 Ավտոմատ մալուխի մետաղալարերի կտրող և քերթող մեքենա ESC-BX16 մետաղալարերի կտրող մեքենա ESC-BX20SF հարթ երկվորյակ մետաղալարեր կտրող և քերթող մեքենա ACC-101 Ավտոմատ միագլուխ տերմինալ ծալքավոր մեքենա ACC-102A Լիովին ավտոմատ տերմինալ ծալքավոր մեքենա (երկու ծայրերը) ACC-102B ավտոմատ կրկնակի տերմինալ ծալքավոր մեքենա ACC-105 Լիովին ավտոմատ միագլուխ թիթեղյա մեքենա ACC-106 Լիովին ավտոմատ 5-Wire Single-head End-Dipping Tin Machine ACC-202UP Ամբողջովին ավտոմատ կտրվածք, ժապավեն, ճարմանդ, տեղադրեք եւ ջերմային-նեղացրեք խողովակի մեքենա ACC-308B AutomaticTinning Machine Զոդման մեքենա երկու կողմի համար ACC-208 Լիովին ավտոմատ ծալքավոր մեքենա (երկու ծայրերը) ACC-508 Լիովին ավտոմատ ոլորող, զոդող և ծալքավոր մեքենա ACC-608 Լիովին ավտոմատ հարթ մալուխի կտրող ժապավեն և ծալքավոր մեքենա
ACC-101 Ավտոմատ միագլուխ տերմինալ ծալքավոր մեքենա ACC-102A Լիովին ավտոմատ տերմինալ ծալքավոր մեքենա (երկու ծայրերը) ACC-102B ավտոմատ կրկնակի տերմինալ ծալքավոր մեքենա ACC-105 Լիովին ավտոմատ միագլուխ թիթեղյա մեքենա ACC-106 Լիովին ավտոմատ 5-Wire Single-head End-Dipping Tin Machine ACC-202UP Ամբողջովին ավտոմատ կտրվածք, ժապավեն, ճարմանդ, տեղադրեք եւ ջերմային-նեղացրեք խողովակի մեքենա ACC-308B AutomaticTinning Machine Զոդման մեքենա երկու կողմի համար ACC-208 Լիովին ավտոմատ ծալքավոր մեքենա (երկու ծայրերը) ACC-508 Լիովին ավտոմատ ոլորող, զոդող և ծալքավոր մեքենա ACC-608 Լիովին ավտոմատ հարթ մալուխի կտրող ժապավեն և ծալքավոր մեքենա HSM-60 Heat Shrink Tube Processing Machine HSM-70 Heat Shrink Tube Processing Machine HDM-80B Heat Shrink Tube Processing Machine HSM-90 Heat Shrink Tube Processing Machine HSM-25M Heat Shrink Tube Processing Machine HSM-120 Heat Shrink Tube Heating Machine HSM-160 Heat Shrink Tube Processing Machine HDM-80A Heat Shrink Tube Heating Machine HSM-260E փակ Heat Shrink Tube Processing Machine HSM-260O Open Heat Shrink Tube Processing Machine HSM-20 Խելացի Heat Shrink Tube Processing Machine
HSM-60 Heat Shrink Tube Processing Machine HSM-70 Heat Shrink Tube Processing Machine HDM-80B Heat Shrink Tube Processing Machine HSM-90 Heat Shrink Tube Processing Machine HSM-25M Heat Shrink Tube Processing Machine HSM-120 Heat Shrink Tube Heating Machine HSM-160 Heat Shrink Tube Processing Machine HDM-80A Heat Shrink Tube Heating Machine HSM-260E փակ Heat Shrink Tube Processing Machine HSM-260O Open Heat Shrink Tube Processing Machine HSM-20 Խելացի Heat Shrink Tube Processing Machine CS-9070 Բարձր լարման մալուխի վահանի կտրող մեքենա FS-9053 Cable Shield Folding Machine ACS-9100 Cable Shield Processing Machine ACS-9200 Ավտոմատ մալուխի վահանի մշակման համակարգ ACS-9300 Ավտոմոբիլային բարձր լարման մալուխի մշակման մեքենա ACS-9500 Բարձր լարման մալուխի մշակման մեքենա FC-9312 ալյումինե փայլաթիթեղի կտրող մեքենա CS-9120 Cable Stripping Machine
CS-9070 Բարձր լարման մալուխի վահանի կտրող մեքենա FS-9053 Cable Shield Folding Machine ACS-9100 Cable Shield Processing Machine ACS-9200 Ավտոմատ մալուխի վահանի մշակման համակարգ ACS-9300 Ավտոմոբիլային բարձր լարման մալուխի մշակման մեքենա ACS-9500 Բարձր լարման մալուխի մշակման մեքենա FC-9312 ալյումինե փայլաթիթեղի կտրող մեքենա CS-9120 Cable Stripping Machine STB-10 ավտոմատ ժապավենի փաթեթավորման մեքենա STB-50 Desktop Bundling Machine STB-60 Կպչուն ժապավենի փաթեթավորման մեքենա STB-55 Desktop Tape Bundling Machine STC-50 Ավտոմատ ժապավեն կտրող մեքենա STP-B Ձեռքի ժապավենային մեքենա STP-F Ձեռքի լիթիումային մարտկոցի ժապավենի փաթաթման մեքենա STP-C ավտոմատ մետաղալարերի ժապավենի մեքենա STP-D ավտոմատ ժապավենի փաթաթման մեքենա STP-AS Ավտոմատ ժապավենի փաթեթավորման մեքենա
STB-10 ավտոմատ ժապավենի փաթեթավորման մեքենա STB-50 Desktop Bundling Machine STB-60 Կպչուն ժապավենի փաթեթավորման մեքենա STB-55 Desktop Tape Bundling Machine STC-50 Ավտոմատ ժապավեն կտրող մեքենա STP-B Ձեռքի ժապավենային մեքենա STP-F Ձեռքի լիթիումային մարտկոցի ժապավենի փաթաթման մեքենա STP-C ավտոմատ մետաղալարերի ժապավենի մեքենա STP-D ավտոմատ ժապավենի փաթաթման մեքենա STP-AS Ավտոմատ ժապավենի փաթեթավորման մեքենա CMCW-200T Ավտոմատ մետաղալարերի ոլորման մեքենա՝ հաշվիչ հաշվիչի ֆունկցիայով Desktop Ավտոմատ Հաշվիչ Հաշվիչ Փաթաթում եւ Bunding մեքենա CMCW-300F Հատակի տեսակը Ավտոմատ մետաղալարերի ոլորուն մեքենա՝ հաշվիչի ֆունկցիայով Հատակի կանգնող մետր հաշվող մալուխի մետաղալարերի փաթաթման և փաթեթավորման մեքենա WT-645S Ավտոմատ մետաղալարերի փաթաթման և կապելու մեքենա՝ տեսակավորման գործառույթով Ավտոմատ մետաղալարերի ոլորուն մեքենա տեսակավորման գործառույթով Լարերի ոլորման և կապելու ավտոմատ մեքենա
CMCW-200T Ավտոմատ մետաղալարերի ոլորման մեքենա՝ հաշվիչ հաշվիչի ֆունկցիայով Desktop Ավտոմատ Հաշվիչ Հաշվիչ Փաթաթում եւ Bunding մեքենա CMCW-300F Հատակի տեսակը Ավտոմատ մետաղալարերի ոլորուն մեքենա՝ հաշվիչի ֆունկցիայով Հատակի կանգնող մետր հաշվող մալուխի մետաղալարերի փաթաթման և փաթեթավորման մեքենա WT-645S Ավտոմատ մետաղալարերի փաթաթման և կապելու մեքենա՝ տեսակավորման գործառույթով Ավտոմատ մետաղալարերի ոլորուն մեքենա տեսակավորման գործառույթով Լարերի ոլորման և կապելու ավտոմատ մեքենա






