Mikill þéttleiki og kostnaður við hefðbundna koparvír í bifreiðum hefur orðið til þess að iðnaðurinn leitar til að leita að öðrum efnum til að ná fram kostnaðarlækkun og léttu. Ál hefur orðið kjörinn staðgengill fyrir kopar vegna góðrar leiðni, lítillar þéttleika og litlum tilkostnaði, en það hefur einnig vandamál eins og lágan styrk og auðvelda oxun. Í greininni er fjallað um stóra hluta bifreiðaorkna og kannar djúpt tæknilega erfiðleika sem þarf að leysa þegar skipt er um kopar með áli, þar með talið leiðni, styrk, þjöppunarskrið, oxun og mun á hitauppstreymis stuðlum. Með því að greina alþjóðlega staðla fyrir bifreiðavír var gerð hagkvæmnisrannsókn á því að skipta um kopar með áli og lögð var til sérstaka tæknilausn: með því að nota 1 röð hreina álvír með stærra þversniðssvæði til að skipta um koparvír, í samræmi við meginregluna um samsvarandi ónæmi; Að útvega tvær lausnir á vír og endanlega tengingu: núnings suðu og ultrasonic suðu og notaðu tvöfaldan veggi límhita minnkandi slöngur til þéttingar. Greinin veitir nýja leið með viðmiðunargildi fyrir bifreiðafyrirtæki til að ná framlækkun og léttvigt.
Bifreiðar raflögn eru um allan bílinn. Hefðbundnar vír eru úr háu hreinu raflausn kopar fölsuðum, teiknuðum og lömuðum af sérstökum ferlum. Vegna mikils þéttleika kopar er heildarþyngd raflögn bifreiðar yfir 20 kg og kostnaðurinn er mikill, sem færir fyrirtækjum kostnaðarþrýsting. Í þessu skyni er iðnaðurinn að skoða virkan efni fyrir koparvír til að ná markmiðum um lækkun kostnaðar og létt. Meðal algengra leiðaraefnis er ál kjörin staðgengill. Það hefur góða leiðni, aðeins í öðru sæti kopar meðal algengra málma, og er létt í þyngd. Þéttleiki þess er um 30% af kopar og kostnaður hans er aðeins 20% ~ 30% af kopar, en hann hefur vandamál eins og lágan styrk og auðvelda oxun. Þessi grein leggur til viðmiðunartæknilausn til að skipta um kopar fyrir áli fyrir stóra hluta bifreiðaorku.
1. Tæknileg mál sem þarf að leysa þegar skipt er um kopar með áli
Ál er betri en kopar í kostnaði og gæðum og hefur orðið heitur staður fyrir kostnaðarlækkun og léttar rannsóknir í bifreiðafyrirtækjum. Samt sem áður, áli sem skipta um kopar stendur samt frammi fyrir nokkrum tæknilegum erfiðleikum.
1) Leiðni áls er óæðri kopar. Ef vandamálið er leyst með því að auka þversniðssvæði álvírs þarf að auka álvír forskrift um 1 ~ 2 stig, sem mun gera álvír beisli stærri en koparvírbeltið. Huga þarf að uppsetningarrýminu og beygja radíus þegar hann raðar beislinu.
2) Ál hefur lítinn styrk. Vélrænni styrkur er aðeins 1 / 3 af kopar og það er auðvelt að brjóta það meðan á kramið stendur. Þegar bíllinn er að keyra titrar vírinn og það er auðvelt að brjóta það, þannig að auka þarf styrkur álvírsins.
3) Ál er með verulegt þjöppunarstig fyrirbæri. Um það bil 80 ℃, magnast skriðið undir þrýstingi en kopar þarf að vera yfir 230 ℃ til að sýna ákveðið stig þjöppunar. Þjöppun skriðkerfis áls mun valda því að tengipunkturinn losnar við hitastigsbreytingar og tíma eftir að flugstöðin er kramin, sem hefur áhrif á rafmagnsafköst vírsins.
Þess vegna krefst tækni á ál-kopar tengingu sérstaka hönnun til að tryggja áreiðanlega rafmagnsárangur allan líftíma vörunnar.
4) Ál er efnafræðilega virkt. Það er auðveldlega oxað þegar það verður fyrir lofti og myndar þéttan og harða áloxíðfilmu. Áloxíð hefur sterka einangrunareiginleika og mun hafa áhrif á leiðni álvíra. Þegar ál snertingu við koparstöðvar í röku og orkugjafa umhverfi er auðvelt að mynda galvanísk viðbrögð, sem veldur rafefnafræðilegum tæringu við tenginguna og tærir álleiðara. Forðast þarf þetta ástand.
5) Ál og kopar hafa mismunandi hitauppstreymisstuðla. Eftir langtíma skiptingu á heitu og köldu er auðvelt að losa tenginguna og hafa áhrif á áreiðanleika tengipunktsins.
2. Greining á hagkvæmni og tæknilegar lausnir á ál sem skipta um kopar
1) Hagkvæmnisgreining
Á alþjóðavettvangi eru þrír helstu staðlar í bifreiðum: amerískir, japanskir og evrópskir. Með alþjóðlegri samþættingu iðnaðartækni í bílaiðnaðinum eru vírstaðlar ýmissa landa smám saman að fara nær ISO röð alþjóðlegra staðla. Sem stendur nota flestir innlendir bifreiðar framleiðendur kopar kjarna vír og fylgja ISO 19642-5 og ISO 6722-1 alþjóðlegum stöðlum. Þessir tveir staðlar hafa svipaðar tæknilegar kröfur fyrir bifreiða kopar kjarna vír og tilgreina báðir viðnám, þola spennu og önnur einkenni víranna í smáatriðum. Meðal þeirra hefur ISO 19642-5 ítarlegri kröfur um frammistöðu vírs.
Erlendir álvírar hafa verið notaðir í iðnaðarumsóknum í að minnsta kosti 30 ár. Þeir voru fyrst notaðir í flugiðnaðinum og fóru að nota á bifreiðasviðinu snemma á 21. öld. Árið 2013 kom út Official International Standard ISO 6722-2 fyrir Automotive Aluminum Wires og árið 2019 var svipað ISO 19642-6 gefin út. Alþjóðlegir staðlar ISO 19642-6 og ISO 6722-2 veita tæknilegar kröfur um þvermál leiðara, viðnám, viðnám við einangrun osfrv. Staðlarnir tveir eru svipaðir í innihaldi og ISO 19642-6 hefur ítarlegri kröfur um árangur bifreiða á álleiðara. Þess vegna þarf hönnun kerfisins að íhuga þessa tvo alþjóðlegu staðla ítarlega.
Álleiðarar verða að vera jafngildir koparleiðara og mæta þremur stigum: Í fyrsta lagi verða þeir að tryggja að þeir hafi svipaða leiðni og aðra eiginleika og í staðinn í stað koparleiðara, sem tryggir að upprunalegu hringrásaraðgerðinni sé í grundvallaratriðum viðhaldið meðan skipt er um leiðaraefnið; Í öðru lagi, koma í veg fyrir að álvírinn oxast; Í þriðja lagi, náðu áreiðanlegri tengingu milli álvírsins og flugstöðvarinnar, vegna þess að álefnið hefur litla hörku og getur þreytt og brotið eftir beygju, vinda og hátíðni titring.
2) Valkostir fyrir raflína leiðara
Samanburður á alþjóðlegum stöðlum ISO 19642-5 og ISO 6722-1 fyrir koparleiðara og ISO 19642-6 og ISO 6722-2 fyrir álleiðara, má sjá að þegar viðnám er svipað þarf ál leiðari stærri forskrift til að ná fram leiðni svipað og koparleiðarinn.
Evrópska ál- og ál samsetningarsamsetningin EN 573-3: 2003 kveður á um að hægt sé að skipta ál- og ál málmblöndur í 8 seríur. Meðal þeirra er röð 1 hreinn álvír með meira en 99%álinnihald; Röð 2 til 8 ál málmblöndur eru nýjar samsettar álfelgur sem byggðar eru á ál sem eru þróaðir með því að bæta við mismunandi hlutföllum Si, Fe, Cu, Mg, MN, Nano-Ceramics og kolefnis nanóefnum í hreinu áli. Fylkið er hitameðhöndlað styrkt álfelgur. Undir því ástandi að tryggja ákveðna leiðni er togstyrkur álblandsins hámarkaður en tryggir næga lengingu.
Einkenni 1 röð hreina álvír eru mikil leiðni, góð hitaleiðni, togstyrkur 60 ~ 110MPa og lenging leiðara meiri en 12%. Það er mest notaður álleiðari fyrir bifreiðar snúrur. Þessi einkunn álvír er hentugur fyrir rafmagnssnúrur í stórum þvermál.
Í stuttu máli er hægt að fylgja meginreglunni um samsvarandi viðnám til að skipta um koparvír fyrir hreina álvír með stærra þversniðssvæði og viðnám víranna fyrir og eftir að skipt er um er það sama eða nálægt. Til dæmis er þversniðssvæði upprunalegu koparvírsins 35mm2 og hámarksviðnám leiðara á hverja einingarlengd við 20 ℃ er 0,527mΩ / m. Það þarf að auka áli leiðara forskriftina með nánustu viðnámsbreytu í 60mm2. Á þessum tíma er hámarksviðnám leiðara á hverja einingarlengd við 20 ℃ 0,525mΩ / m.
3) Tengingaráætlun milli víra og skautanna
① FRAMKVÆMD SWELDING lausn
Núnings suðu tækni átti uppruna sinn fyrir meira en hundrað árum. Það notar hitann sem myndast við núning snertiflötanna á vinnustykkinu til að gera vinnustykkið afmyndandi afmyndandi undir þrýstingi og ná þar með suðu. Þessi tækni er mikið notuð á sviðum borgaralegra og geimferða.
Búnaðurinn knýr vinnustykkið til að mynda mikinn hita með núningi, sem dregur úr hörku málmsins, bætir plastleikann og gerir málmatómin dreifast og kaldar og kristallar hvert annað til að mynda þéttan núnings suðu samskeyti. Á sama tíma eyðileggur háhraða núning oxíðfilmuna á málmyfirborði og bætir leiðni soðna liðsins. Í samanburði við hefðbundna samruna suðu hefur núnings suðu eftirfarandi einkenni: Í fyrsta lagi hefur soðna samskeytið mikinn styrk, stöðugan gæði, góðan þátt íhluta og samskeytistyrkur jafngildir því sem foreldrefnið; Í öðru lagi er það orkusparandi og umhverfisvænt, án þess að þörf sé á suðustöngum og hlífðar lofttegundum, myndast engin eitruð eða skaðleg lofttegundir meðan á suðuferlinu stendur og búnaðurinn eyðir litlum krafti; Í þriðja lagi getur núnings suðu náð suðu á ólíkum efnum, samskeytin hefur engar svitahola eða innifalið og engin rafefnafræðileg tæring á sér stað.
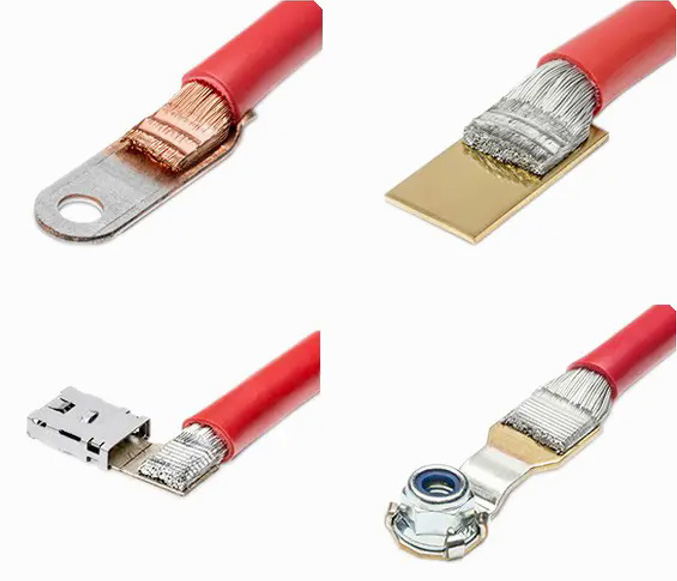
Í þessari lausn samþykkir „l“-lagaða kopar-ál samsett flugstöðin snúnings núnings suðuferli til að tengja endann á fölsuðum koparplötu og halanum hreinn álhólk. Fölsuð koparplata er notuð til að setja saman rafhlöðuna eða forréttinn. Það er úr eir, hefur mikinn styrk, er ekki auðvelt að brjóta meðan á uppsetningu stendur og yfirborðsblaðið getur dregið úr rafefnafræðilegum tæringu af völdum snertingar milli eir og bílslíkamans. Halinn hreinn álhólk er súlu holur uppbygging sem notuð er til að tengja álleiðara. Eftir að álleiðarinn er settur í hreina álhólkinn með sérstökum búnaði er hann kramið með smíðandi búnaði. Hinn hreini álvír og hreinn álhólkinn er gerður úr sama efni og hafa sama hitauppstreymistuðul, sem getur forðast þreytubrot þegar hátt og lágt hitastig skiptir til skiptis vegna mismunur á hitauppstreymistuðul.

Kostir þessarar lausnar eru: fölsuð koparplata getur uppfyllt samsetningarkröfur og álrörið sem tengir álvírinn getur forðast þreytubrot af völdum mismunandi hitauppstreymis stuðla hefðbundinna koparstöðvunar og álleiðara, sem ekki aðeins leysir vandamálið við endanlegan uppsetningarstyrk, heldur leysir einnig vandamál tengingar milli aluminum leiðarans og endans.
Eftir að flugstöðin er tengd við álleiðara er hægt að nota tvöfaldan vegveggs skreppu rör með lími til að þétta. Hitaskreppan rör hefur einangrun, tæringarþol og slitþol. Eftir að hafa verið hitaður af sérstökum búnaði minnkar ytri veggurinn og föstu límið á innri vegginn bráðnar í fljótandi lím, sem nær yfir tengihluta og yfirborð vír einangrunarhúðarinnar. Eftir kælingu og storknun getur það náð þéttingu og tæringarþol og komið í veg fyrir oxunartæringu við samskeytið.
②ultrasonic suðulausn
Síðan á níunda áratugnum hefur ultrasonic málm suðu tækni verið beitt á Wire belti suðu með því að nota ultrasonic tíðni titringsorku til að endurskipuleggja málm sameinda grindarbyggingu og tengja sömu eða mismunandi málma. Soðið samskeyti nær málmvinnslu án þess að bræða foreldraefnið, sem tilheyrir suðu í föstu ástandi og getur í raun forðast steikt og oxun venjulegrar suðu.
Ultrasonic suðu tækni er mikið notuð í tengslum vír og víra, vír og skautanna. Suðuferlið er hratt og hægt er að fylgjast með ferlinu breytum í öllu ferlinu. Soðna samskeytið er hreint málmtengi, sem hefur ekki auðveldlega áhrif á öldrun, skríða og þreytu. Tengingin er þétt, áreiðanleiki er mikill og snertiviðnám er lítið.
Þessi tækni getur tengt sömu eða mismunandi efni, svo sem kopar og áli. Þar sem málmurinn er beint soðinn er ekki krafist viðbótar lóðmálmu eða flæðis. Að auki hefur ultrasonic suðu með lítið hitauppstreymi á efninu og breytir í grundvallaratriðum ekki eiginleikum soðnu efnisins og umhverfisins. Ultrasonic suðu hefur einfalt ferli, mikinn styrkleika, góða leiðni og margs konar leiðara forskriftir sem hægt er að soðið. Leiðarar með þversniðssvæði 160mm2 eða jafnvel stærri er hægt að soðna. Svipað og núnings suðu tækni, er ultrasonic suðu tækni hentugur fyrir tengingu ólíkra efna og forma, svo sem kopar og áli, vír og plötu, og er mikið notað í vír og kapaliðnaðinum. Þess vegna notar þessi lausn eirstöðvar, sem eru tengd við hreina álleiðara með ultrasonic suðutækni, og eru troðfull og fest með klóum í endum skautanna til að auka áreiðanleika tengingarinnar. Að sama skapi er hægt að nota tvíveggaða límhita minnkandi slöngur til að innsigla tenginguna til að koma í veg fyrir oxunartæringu við samskeytið.
3. yfirlit
Byggt á núverandi aðstæðum með miklum kostnaði og mikilli þyngd bifreiða koparvíra, rannsakar þessi grein árangursstaðlar kopar og álvíra og leggur til tæknilega lausn til að skipta um koparvíra með álvírum, sem veitir ný leið fyrir fyrirtæki til að draga úr kostnaði og draga úr þyngd.

 EC-6100 Sjálfvirk hitakrúfur rör skurðarvél EC-6800 Sjálfvirk skurðarvél EC-6100H Sjálfvirk heit skurðarvél EC-830 skurðarvél fyrir bylgjupappa EC-6500 sjálfvirk kapal- og slönguskurðarvél EC-810 sjálfvirk kapalskurðarvél EC-850X sjálfvirk snúningsskurðarvél EC-821 skurðarvél fyrir bylgjupappa EC-890 fjölvirk sjálfvirk skurðarvél EC-870 High-Power Automatic Tube Cutting Machine EC-816 Sjálfvirk skurðarvél EC-823 háhraða skurðarvél EC-805 sjálfvirk kapalskurðarvél EC-860 skurðarvél fyrir bylgjupappa EC-830F Sjálfvirk rörskurðarvél með fóðrunarkerfi EC-3100 sjálfvirk kapal- og slönguskurðarvél
EC-6100 Sjálfvirk hitakrúfur rör skurðarvél EC-6800 Sjálfvirk skurðarvél EC-6100H Sjálfvirk heit skurðarvél EC-830 skurðarvél fyrir bylgjupappa EC-6500 sjálfvirk kapal- og slönguskurðarvél EC-810 sjálfvirk kapalskurðarvél EC-850X sjálfvirk snúningsskurðarvél EC-821 skurðarvél fyrir bylgjupappa EC-890 fjölvirk sjálfvirk skurðarvél EC-870 High-Power Automatic Tube Cutting Machine EC-816 Sjálfvirk skurðarvél EC-823 háhraða skurðarvél EC-805 sjálfvirk kapalskurðarvél EC-860 skurðarvél fyrir bylgjupappa EC-830F Sjálfvirk rörskurðarvél með fóðrunarkerfi EC-3100 sjálfvirk kapal- og slönguskurðarvél CS-4507 Multifunctional Wire Stripping Machine UniStrip 2016 Pneumatic Wire Stripping Machine UniStrip 2018E Rafmagns snúruvírahreinsunarvél CS-5507 Sjálfvirk kóaxsnúruhreinsivél CS-5515 Sjálfvirk kóaxsnúruhreinsivél CS-400 Flétta Shield Cable Stripping Machine Hálfsjálfvirk snúningsvél til að fjarlægja kapal CS-2486 Koaxial snúruvírstripunarvél
CS-4507 Multifunctional Wire Stripping Machine UniStrip 2016 Pneumatic Wire Stripping Machine UniStrip 2018E Rafmagns snúruvírahreinsunarvél CS-5507 Sjálfvirk kóaxsnúruhreinsivél CS-5515 Sjálfvirk kóaxsnúruhreinsivél CS-400 Flétta Shield Cable Stripping Machine Hálfsjálfvirk snúningsvél til að fjarlægja kapal CS-2486 Koaxial snúruvírstripunarvél UniCrimp TM-20 Terminal Crimping Machine TM-20S sjálfvirk vírtengispressuvél TM-200 Terminal Crimping Machine TM-10p skráð Jack Crimping Machine TM-E140 Foreinangrun Ferrule Terminal Strip And Crimp Machine TM-E140S sjálfvirk vírslípunarvél TM-P300 Pneumatic Terminal Crimping Machine TM-E116 rafmagnsklemmavél TM-P120 Pneumatic Terminal Crimping Machine SAT-AS6P Pneumatic Crimping Applicator SAT-MS6 vélrænn kremunarbúnaður Kröppunarbúnaður fyrir hliðarfóðrun Kröppunarbúnaður fyrir aftan fóðrun Flag Terminal Crimping Applicator Crimp applicator fyrir einangruð tengi TM Series Intelligent Servo Terminal Crimping Machine SAT-MS5 OTP vélrænt forrit TM-25M sjálfvirk lokunarpressuvél TM-CS6 Ultra Silent Copper Belt Crimping Machine
UniCrimp TM-20 Terminal Crimping Machine TM-20S sjálfvirk vírtengispressuvél TM-200 Terminal Crimping Machine TM-10p skráð Jack Crimping Machine TM-E140 Foreinangrun Ferrule Terminal Strip And Crimp Machine TM-E140S sjálfvirk vírslípunarvél TM-P300 Pneumatic Terminal Crimping Machine TM-E116 rafmagnsklemmavél TM-P120 Pneumatic Terminal Crimping Machine SAT-AS6P Pneumatic Crimping Applicator SAT-MS6 vélrænn kremunarbúnaður Kröppunarbúnaður fyrir hliðarfóðrun Kröppunarbúnaður fyrir aftan fóðrun Flag Terminal Crimping Applicator Crimp applicator fyrir einangruð tengi TM Series Intelligent Servo Terminal Crimping Machine SAT-MS5 OTP vélrænt forrit TM-25M sjálfvirk lokunarpressuvél TM-CS6 Ultra Silent Copper Belt Crimping Machine ESC-BX1 vírskurðar- og klippivél ESC-BX4 vírskurðar- og skurðarvél ESC-BX30 Sjálfvirk stór kapalskurðar- og klippivél ESC-BX30S klædda kapal Sjálfvirk klippi- og klippivél ESC-BX30SNY sjálfvirk snúningssnúruhreinsivél ESC-BX6 vírskurðar- og skurðarvél ESC-BX7 vírskurðar- og skurðarvél ESC-BX8S klippi- og klippivél fyrir slíður ESC-BX8PR vírskurðar- og skurðarvél ESC-BX9 sjálfvirk klippa og ræma vél ESC-BX30SC sjálfvirk vél til að klippa og klippa kapalvír ESC-BX120 sjálfvirk skurðar- og skurðarvél ESC-BX35R Multi-Function Snotary snúru stripp vél ESC-BX120S Fjölkjarna kapalskurðar- og klippivél ESC-BX60 sjálfvirk kapalskurðar- og klippivél ESC-BX300 sjálfvirk vél til að klippa og klippa kapalvír ESC-BX16 vírklippingarvél ESC-BX20SF Flat Twin Wire Cut and Stripping Machine
ESC-BX1 vírskurðar- og klippivél ESC-BX4 vírskurðar- og skurðarvél ESC-BX30 Sjálfvirk stór kapalskurðar- og klippivél ESC-BX30S klædda kapal Sjálfvirk klippi- og klippivél ESC-BX30SNY sjálfvirk snúningssnúruhreinsivél ESC-BX6 vírskurðar- og skurðarvél ESC-BX7 vírskurðar- og skurðarvél ESC-BX8S klippi- og klippivél fyrir slíður ESC-BX8PR vírskurðar- og skurðarvél ESC-BX9 sjálfvirk klippa og ræma vél ESC-BX30SC sjálfvirk vél til að klippa og klippa kapalvír ESC-BX120 sjálfvirk skurðar- og skurðarvél ESC-BX35R Multi-Function Snotary snúru stripp vél ESC-BX120S Fjölkjarna kapalskurðar- og klippivél ESC-BX60 sjálfvirk kapalskurðar- og klippivél ESC-BX300 sjálfvirk vél til að klippa og klippa kapalvír ESC-BX16 vírklippingarvél ESC-BX20SF Flat Twin Wire Cut and Stripping Machine ACC-101 Sjálfvirk einhöfða lokpressuvél ACC-102A algerlega sjálfvirk klemmuvél (báðir endar) ACC-102B sjálfvirk tvöfaldur terminal krumpur vél ACC-105 fullkomlega sjálfvirk einhöfða endadýfa tin vél ACC-106 fullsjálfvirk 5-víra einhöfða endadýfandi tinvél ACC-202UP Full Automatic Cut, Strip, Crimp, Insert og Heat Heat Shrink Tube Machine ACC-308B Automatic Tinning Machine lóðavél fyrir báðar hliðar ACC-208 fullsjálfvirk kreppavél (báðir endar) ACC-508 Alveg sjálfvirk snúnings-, lóða- og kremunarvél ACC-608 fullsjálfvirk flatkaðalklippa ræma og krimpvél
ACC-101 Sjálfvirk einhöfða lokpressuvél ACC-102A algerlega sjálfvirk klemmuvél (báðir endar) ACC-102B sjálfvirk tvöfaldur terminal krumpur vél ACC-105 fullkomlega sjálfvirk einhöfða endadýfa tin vél ACC-106 fullsjálfvirk 5-víra einhöfða endadýfandi tinvél ACC-202UP Full Automatic Cut, Strip, Crimp, Insert og Heat Heat Shrink Tube Machine ACC-308B Automatic Tinning Machine lóðavél fyrir báðar hliðar ACC-208 fullsjálfvirk kreppavél (báðir endar) ACC-508 Alveg sjálfvirk snúnings-, lóða- og kremunarvél ACC-608 fullsjálfvirk flatkaðalklippa ræma og krimpvél HSM-60 varmahringingarrörvinnsluvél HSM-70 varmahringingarrörvinnsluvél HDM-80B varmahringingarrörvinnsluvél HSM-90 varmahringingarrörvinnsluvél HSM-25M varmahringingarrörvinnsluvél HSM-120 hitahringingarrörhitunarvél HSM-160 varmahringingarrörvinnsluvél HDM-80A varmahringingarrörhitunarvél HSM-260E lokuð hitasrýrnunarrörvinnsluvél HSM-260O vinnsluvél fyrir opinn hitasrýrnunarrör HSM-20 Intelligent Heat Shrink Tube Processing Machine
HSM-60 varmahringingarrörvinnsluvél HSM-70 varmahringingarrörvinnsluvél HDM-80B varmahringingarrörvinnsluvél HSM-90 varmahringingarrörvinnsluvél HSM-25M varmahringingarrörvinnsluvél HSM-120 hitahringingarrörhitunarvél HSM-160 varmahringingarrörvinnsluvél HDM-80A varmahringingarrörhitunarvél HSM-260E lokuð hitasrýrnunarrörvinnsluvél HSM-260O vinnsluvél fyrir opinn hitasrýrnunarrör HSM-20 Intelligent Heat Shrink Tube Processing Machine
 STB-10 Sjálfvirk borði búnt vél STB-50 skrifborðsbúntvél STB-60 Límbandsbúntvél STB-55 borðbandsbúntvél STC-50 Sjálfvirk borðiskurðarvél STP-B handfesta teipunarvél STP-F handheld litíum rafhlöðu borði umbúðir vél STP-C sjálfvirk vírteipvél STP-D sjálfvirk borði umbúðir vél STP-AS sjálfvirk spólubúntvél
STB-10 Sjálfvirk borði búnt vél STB-50 skrifborðsbúntvél STB-60 Límbandsbúntvél STB-55 borðbandsbúntvél STC-50 Sjálfvirk borðiskurðarvél STP-B handfesta teipunarvél STP-F handheld litíum rafhlöðu borði umbúðir vél STP-C sjálfvirk vírteipvél STP-D sjálfvirk borði umbúðir vél STP-AS sjálfvirk spólubúntvél CMCW-200T sjálfvirk vírvindavél með Counter Meter virkni Sjálfvirk talningarmælir fyrir borðtölvu til að vinda og binda CMCW-300F Gólfgerð Sjálfvirk vírvindavél með Counter Meter Virkni Gólfstandandi metra telja kapalvír spólu- og búntvél WT-645S Sjálfvirk vírvinda- og bindivél með flokkunaraðgerð Sjálfvirk vírvindavél með flokkunaraðgerð Sjálfvirk vírvinda- og bindivél
CMCW-200T sjálfvirk vírvindavél með Counter Meter virkni Sjálfvirk talningarmælir fyrir borðtölvu til að vinda og binda CMCW-300F Gólfgerð Sjálfvirk vírvindavél með Counter Meter Virkni Gólfstandandi metra telja kapalvír spólu- og búntvél WT-645S Sjálfvirk vírvinda- og bindivél með flokkunaraðgerð Sjálfvirk vírvindavél með flokkunaraðgerð Sjálfvirk vírvinda- og bindivél





