1.. Helstu umsóknarsvæði vinnslu vírsinsBifreiðaiðnaður: Sérhver rafmagnsþáttur í bíl þarf að tengja í gegnum vírbelti, svo sem stjórn vélar, lýsingu, loftkælingu osfrv. Þess vegna er vinnsla vírbeislunar mikilvægur hlekkur í bílaiðnaðinum.
Rafeindabúnaðariðnaður: Tengingin milli ýmissa hringrásarborðs í rafeindabúnaði þarf einnig að ná með vírbeltum, svo sem farsíma, tölvum osfrv.
Aerospace Field: Á Aerospace Field eru vírbelti mikilvæg tengingaraðferð milli rafbúnaðar og kröfur um öryggi eru afar mikil, þannig að ferlið og gæði vinnslu vírbeislanna eru einnig mjög mikil.
Iðnaðar sjálfvirkni: Á sviði iðnaðar sjálfvirkni er vírbeislunartenging mikilvægur hluti af ýmsum vélrænni búnaði og stjórnkerfi, svo sem vélmenni, framleiðslulínum osfrv.
Heimbúnaðariðnaður: Mótoreftirlit, aflstenging o.fl. í heimilistækjum þurfa vinnslu vírs.
 2.. Mikilvægi vinnslu vírs í nútíma framleiðslu
2.. Mikilvægi vinnslu vírs í nútíma framleiðsluÍ nútíma framleiðslu eru vírbelti lykilatriðin sem tengir brýr milli rafrænna íhluta, eininga og kerfa. Hvort sem það eru bifreiðar, geimferðir, samskiptabúnaður eða rafeindabúnaður, er krafist nákvæmra og réttra tengis við vír beisli til að tryggja eðlilega rekstur búnaðaraðgerða. Allar villur eða mistök í tengingu við vírbeisli geta lamað allt kerfið. Þess vegna eru gæði og nákvæmni vinnslu vírs belti í beinu samhengi við framleiðslugetu og vörugæði nútíma framleiðsluiðnaðar.
Með því að bæta sjálfvirkni framleiðslu gegnir skilvirkni og nákvæmni vinnslu vírs beisli mikilvægu hlutverki við að bæta skilvirkni framleiðslunnar. Sjálfvirkni og greindur tækni í vinnslu vírbeislunar, svo sem sjálfvirkni búnaðar, greindur uppgötvunarkerfi osfrv., Getur bætt framleiðslugerfið til muna og dregið úr villum og kostnaði við handvirkan rekstur. Á sama tíma getur skilvirkt vinnsluferli vírs stytt framleiðslulotuna og flýtt fyrir vöruútgáfunni, til að mæta ört breyttum þörfum markaðarins.
Hjá mörgum vörum, sérstaklega þeim sem fela í sér líföryggi eða mikilvægar aðgerðir, svo sem bifreiðar og lækningatæki, skiptir öryggi vírsins sköpum. Sérhver skammhlaup, opinn hringrás eða léleg snerting vírsins getur leitt til alvarlegra afleiðinga. Þess vegna er hágæða vinnsla vírs belti mikilvægur hlekkur til að tryggja öryggi vöru. Í framleiðsluferlinu eru strangar gæðaeftirlit, efnisval og prófunarferli lykilþrep til að tryggja öryggi vöru.
Í grimmri markaðssamkeppni eru gæði vöru og afköst mikilvægir þættir til að vinna markaðinn. Hágæða og hágæða vírvinnsla getur bætt heildarafköst vörunnar og gert það áberandi frá svipuðum vörum. Að auki, með stöðugri hagræðingu og nýsköpun í vinnslu vírs, er hægt að ná sérsniðinni aðlögun og aðgreindri samkeppni vöru og þar með bæta samkeppnishæfni markaðarins.
Mikilvægi vinnslu vírs í nútíma framleiðslu er sjálfgefið. Með stöðugri framgangi tækni og stöðugri endurbótum á eftirspurn markaðarins verður staða og hlutverk vinnslu vírs mun verða meira og meira áberandi. Þess vegna hefur það mjög mikilvægt að ná góðum tökum á grunnþekkingunni á vinnslu vírbeislunar og bæta tæknilega stig og framleiðsla skilvirkni við vinnslu vír beisli.
3.)
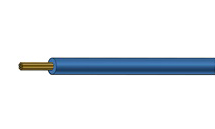
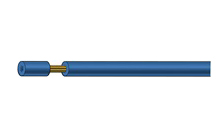
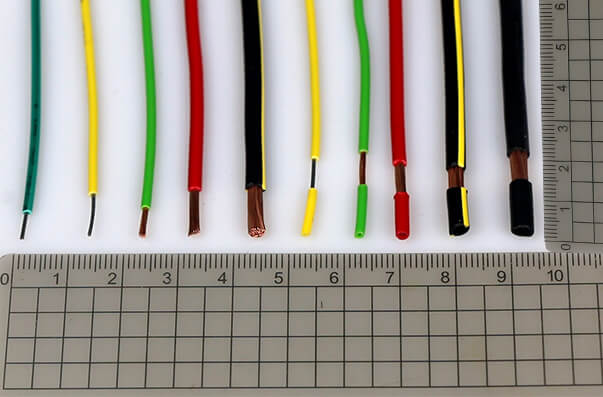
Kjarnaaðlögunarhlutir: Einkennd einangruð snúrur með 0,1 mm-2mm þvermál, svo sem innri tengingarvír af rafeindabúnaði, skynjara, enameled vír o.s.frv.
Tæknilegir eiginleikar: Notaðu örverkfæri (svo sem keramikblöð) til að forðast skemmdir á fínkjarna vír (þvermál koparvírs er oft minna en 0,05 mm);
Hægt er að stjórna nákvæmni lengdar lengdar við ± 0,05mm og uppfylla litlu samsetningarkröfur rafrænna íhluta;
Styðjið „Half Stripping“ (Stripping aðeins hluti af einangrunarlaginu) og „Full Stripping“ stillingar, hentugur fyrir PCB borð suðu, tengibúnað og aðrar sviðsmyndir.
Dæmigert umsóknarsvæði:
Rafeindatækni neytenda: innri þunn snúru vinnsla farsíma og heyrnartól;
Rafeindir íhlutir: Strípandi viðnám og þéttar;
Precision tæki: Forvinnsla á prófunarlínum fyrir fjölmetra og sveiflusóknir.
)
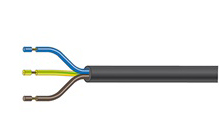
Kjarnaaðlögunarhlutir: Margstrengur snúinn snúrur með þvermál 2mm-50mm, svo sem rafmagnssnúrur, samskipta snúrur (netstrengir, coax snúrur), bifreiðar raflögn, osfrv.
Tæknilegir eiginleikar:
Búin með hágráðu vírfóðrunarbúnaði, það getur ekið stórum þvermálum til að fæða stöðugt;
Styðja „lagskiptan vírstríp“: ræmdu fyrst ytri slíðrið og taktu síðan einangrunarlag hvers innri kjarna vír fyrir sig (eins og 8 kjarna vír netsnúrunnar eru unnir samtímis);
Innbyggt aðskilnaðartæki úrgangs til að flokka og safna slíðri og kjarna vír einangrun til að auðvelda endurvinnslu.
Dæmigert umsóknarsvæði:
Raforkuiðnaður: Terminal Stripping af lágspennu snúrur (0,4 kV);
Samskiptaiðnaður: Ytri slíður sviptur ljósleiðara og strippun á heilum kaplum;
Bifreiðaframleiðsla: Miðlæg vinnsla fjölkjarna vírbjóða í vélarrými bifreiða.
(3) Sérstök kapalstrippvél: Til að mæta sérsniðnum þörfum sérstakra efna og mannvirkja
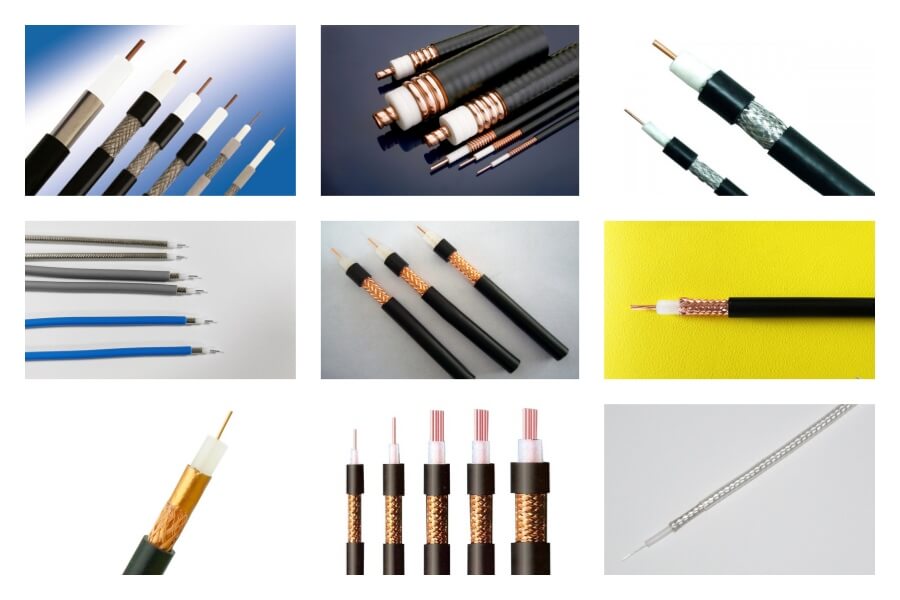
Kjarnaaðlögunarhlutir: Kaplar með sérstökum einangrunarefni eða flóknum mannvirkjum, svo sem háhitavír (ónæmir fyrir meira en 200 ℃), varnir vír (þar með talið málmfléttum), kóaxa snúrur (þ.mt álþynnur sem hlífðar lög), kísillvír, teflon Wires osfrv.
Tæknilegir eiginleikar:
Tólið hefur sterka aðlögunarhæfni: wolfram stálverkfæri eru notuð við háhitaefni (svo sem pólýimíð) og barefli skurður er notaður fyrir mjúk efni (svo sem kísill) til að forðast viðloðun;
Samþættar hjálparvinnsluaðgerðir: svo sem samþætting „að svipta jakkann + að skera hlífðarlagið“ á hlífðu snúrunni og skref-fyrir-skref rekstur „Stripping ytri lagsins + stripa einangrunarlagið + sem afhjúpar kjarna vírsins“ á coax snúrunni;
Búin með spennuaðlögunarkerfi til að koma í veg fyrir að teygjanlegir kaplar (svo sem kísillvírar) teygi sig og afmyndun við strippi.
(4) Dæmigert umsóknarsvæði:
Iðnaðarbúnaður: Stripping skynjara snúrur (svo sem hitastigsmælingar snúrur) í háhita umhverfi;
Hernaðariðnaður og geimferð: vinnsla sérstakra snúrna sem eru ónæm fyrir geislun og öldrun;
Lækningatæki: Stripping á kísill skjátengingarstrengjum (verður að uppfylla kröfuna um engin rusl leifar).
Kjarnamunurinn á þremur gerðum búnaðar liggur í aðlögunarhæfni þeirra að snúru forskriftum og efniseiginleikum: strippar vélar með einum kjarna vír stunda „nákvæmni“, fjölkjarna kapalstripavélar einbeita sér að „lotu og styrk“ og sérstakar kapalstripavélar einbeita sér að „eindrægni í sérstökum tilfellum“, sem nær yfir allar sviðsmyndir frá ör rafrænum vírum til stórra iðnaðarhjóla.
 4. Kjarnaþættir og verkflæði sjálfvirkra vírstrípsvélar
4. Kjarnaþættir og verkflæði sjálfvirkra vírstrípsvélar1. Lykilbúnaðarhlutir
Vírfóðrunarbúnaður: Stjórna nákvæmlega lengd snúru fóðrunarinnar
Wir
Spennuaðlögunarkerfi: Forðastu kapal tog og aflögun
Úrgangsöflunartæki: Bættu hreinleika vinnsluumhverfisins
2. Staðlað verkflæði
Snúrufóðrun og festing
Stillingarstilling (lengd lengd, strippdýpt)
Verkfæri staðsetningu og skera framkvæmd
Einangrunar aðskilnaður og úrgangsmeðferð
Fullunnin vöruöflun og gæðaskoðun
 5. Tæknilegir kostir sjálfvirkrar vírstrípsvélar
5. Tæknilegir kostir sjálfvirkrar vírstrípsvélar(1) Endurbætur á skilvirkni: stökkið frá „handvirkum takti“ yfir í „vélhraða“
Tölulegur samanburður: Handvirk vírströnd er takmörkuð af líkamlegum styrk og færni og dagleg framleiðslugeta eins manns er um 500-2000 vír (fer eftir þvermál vírsins); Sjálfvirka vírstrípsvélin getur náð daglega framleiðslugetu 5000-20000 vír með stöðugri notkun og skilvirkni er bætt um 5-10 sinnum.
Aðlögunarhæfni lotu: Styður stöðuga hleðslu og samhliða vinnslu í fjölstöðvum (svo sem að svipta marga snúrur á sama tíma), sérstaklega hentugir fyrir „stórum stíl, stöðluðum“ framleiðslusviðsmyndum eins og raflögn bifreiða og rafrænni vinnslu.
Tímanotkun: Engin þörf fyrir handvirka hvíld, það getur unnið með framleiðslulínunni til að ná sólarhrings samfelldri notkun, aðeins er krafist reglulegrar endurnýjunar á hráefnum og viðhaldi, sem bætir mjög búnaðinn nýtingu.
)
Kjarnafæribreytur: Hægt er að stjórna stöðvunarskekkjunni innan ± 0,1 mm, og sum hágæða CNC líkön geta jafnvel náð ± 0,05 mm, sem er langt umfram ± 1-3mm villu svið handvirkrar notkunar.
Samræmisábyrgð: Í gegnum forstilltar breytur áætlunarinnar (lengd lengd, strippdýpt, skurðarafl), vertu viss um að vinnsluáhrif hvers snúru séu fullkomlega samkvæm og forðast gæða sveiflur af völdum þreytu og upplifa mun á handvirkri notkun.
Flókin aðlögun ferils: Styður fínar aðgerðir eins og „skipt strippi“ (eins og mismunandi lengdar lengdir í báðum endum snúrunnar) og „Half Stripping“ (að strípa aðeins hluta af einangrunarlaginu og halda miðstengingarhlutanum) til að uppfylla kröfur um háar nákvæmni rafrænna íhluta, endanlegrar troðunar o.s.frv.
(3) Efnisvörn: Uppfærsla frá „umfangsmikilli strippi“ í „vinnslu sem ekki eyðileggja“
Forvarnir gegn skemmdum á kjarna vír: Handvirk strippun veldur oft kopar kjarnabrot, rispum eða oxun (sérstaklega þunnum kjarnavírum undir 0,1 mm) vegna ójafns afls verkfærisins. Sjálfvirka vírstrípsvélin notar spennuaðlögunarkerfi og barefli skurðarhönnun til að tryggja að kjarnavírinn sé ekki stressaður og skemmdur þegar einangrunarlagið er svipað.
Heiðarleiki einangrunarlags: Forðastu leifar, brotið eða afmyndað einangrunarlag af völdum handvirkrar rífa, sérstaklega fyrir sterk efni eins og Teflon og Silicone, sem getur náð „sléttum skurði og burr-lausum“ strípandi áhrifum.
Sérstök efnisaðlögun: Fyrir auðveldlega skemmd efni eins og háhita vír og hlífðar vír, eru sérsniðin verkfæri (svo sem keramikhnífar, háhitalofn hnífar) og ultrasonic strippatækni notuð til að eyðileggja ekki upphaflega eiginleika efnisins (svo sem hitastig ónæmis og hlífðaráhrifa) meðan á stífarferlinu stendur.
)
Kostnaður við mannafla: Ein sjálfvirk vírstríðivél getur komið í stað 3-5 starfsmanna. Byggt á meðaltali mánaðarlauna upp á 5.000 júana á mann, er hægt að endurheimta fjárfestingu búnaðarins (um 10.000-100.000 Yuan, allt eftir líkaninu) innan 6-18 mánaða og langtímanotkunarkostnaður er verulega lægri en vinnuafl.
Minni efnistap: Hátt villuhlutfall handvirkrar aðgerðar leiðir oft til þess að snúrur eru úreldi (svo sem vírstrípið er of stutt og þarf að klippa það aftur og rífa aftur). Nákvæm stjórn á sjálfvirku vírstrippvélinni getur dregið úr tapshlutfallinu úr 5%-10%í minna en 1%, sérstaklega fyrir góðmálmstreng (svo sem silfurhúðaða vír og sjóntrefjar). Sparnaðaráhrifin eru mikilvægari.
Minni stjórnunarkostnaður: Það er engin þörf á að fjárfesta aukalega orku í handvirkri þjálfun, tímasetningu, vinnutengd meiðslumáhættu osfrv. Búnaðurinn getur náð fjarstýringu og viðvörun um bilun í gegnum stafrænt kerfi, dregið úr flækjum stjórnenda.

 EC-6100 Sjálfvirk hitakrúfur rör skurðarvél EC-6800 Sjálfvirk skurðarvél EC-6100H Sjálfvirk heit skurðarvél EC-830 skurðarvél fyrir bylgjupappa EC-6500 sjálfvirk kapal- og slönguskurðarvél EC-810 sjálfvirk kapalskurðarvél EC-850X sjálfvirk snúningsskurðarvél EC-821 skurðarvél fyrir bylgjupappa EC-890 fjölvirk sjálfvirk skurðarvél EC-870 High-Power Automatic Tube Cutting Machine EC-816 Sjálfvirk skurðarvél EC-823 háhraða skurðarvél EC-805 sjálfvirk kapalskurðarvél EC-860 skurðarvél fyrir bylgjupappa EC-830F Sjálfvirk rörskurðarvél með fóðrunarkerfi EC-3100 sjálfvirk kapal- og slönguskurðarvél
EC-6100 Sjálfvirk hitakrúfur rör skurðarvél EC-6800 Sjálfvirk skurðarvél EC-6100H Sjálfvirk heit skurðarvél EC-830 skurðarvél fyrir bylgjupappa EC-6500 sjálfvirk kapal- og slönguskurðarvél EC-810 sjálfvirk kapalskurðarvél EC-850X sjálfvirk snúningsskurðarvél EC-821 skurðarvél fyrir bylgjupappa EC-890 fjölvirk sjálfvirk skurðarvél EC-870 High-Power Automatic Tube Cutting Machine EC-816 Sjálfvirk skurðarvél EC-823 háhraða skurðarvél EC-805 sjálfvirk kapalskurðarvél EC-860 skurðarvél fyrir bylgjupappa EC-830F Sjálfvirk rörskurðarvél með fóðrunarkerfi EC-3100 sjálfvirk kapal- og slönguskurðarvél CS-4507 Multifunctional Wire Stripping Machine UniStrip 2016 Pneumatic Wire Stripping Machine UniStrip 2018E Rafmagns snúruvírahreinsunarvél CS-5507 Sjálfvirk kóaxsnúruhreinsivél CS-5515 Sjálfvirk kóaxsnúruhreinsivél CS-400 Flétta Shield Cable Stripping Machine Hálfsjálfvirk snúningsvél til að fjarlægja kapal CS-2486 Koaxial snúruvírstripunarvél
CS-4507 Multifunctional Wire Stripping Machine UniStrip 2016 Pneumatic Wire Stripping Machine UniStrip 2018E Rafmagns snúruvírahreinsunarvél CS-5507 Sjálfvirk kóaxsnúruhreinsivél CS-5515 Sjálfvirk kóaxsnúruhreinsivél CS-400 Flétta Shield Cable Stripping Machine Hálfsjálfvirk snúningsvél til að fjarlægja kapal CS-2486 Koaxial snúruvírstripunarvél UniCrimp TM-20 Terminal Crimping Machine TM-20S sjálfvirk vírtengispressuvél TM-200 Terminal Crimping Machine TM-10p skráð Jack Crimping Machine TM-E140 Foreinangrun Ferrule Terminal Strip And Crimp Machine TM-E140S sjálfvirk vírslípunarvél TM-P300 Pneumatic Terminal Crimping Machine TM-E116 rafmagnsklemmavél TM-P120 Pneumatic Terminal Crimping Machine SAT-AS6P Pneumatic Crimping Applicator SAT-MS6 vélrænn kremunarbúnaður Kröppunarbúnaður fyrir hliðarfóðrun Kröppunarbúnaður fyrir aftan fóðrun Flag Terminal Crimping Applicator Crimp applicator fyrir einangruð tengi TM Series Intelligent Servo Terminal Crimping Machine SAT-MS5 OTP vélrænt forrit TM-25M sjálfvirk lokunarpressuvél TM-CS6 Ultra Silent Copper Belt Crimping Machine
UniCrimp TM-20 Terminal Crimping Machine TM-20S sjálfvirk vírtengispressuvél TM-200 Terminal Crimping Machine TM-10p skráð Jack Crimping Machine TM-E140 Foreinangrun Ferrule Terminal Strip And Crimp Machine TM-E140S sjálfvirk vírslípunarvél TM-P300 Pneumatic Terminal Crimping Machine TM-E116 rafmagnsklemmavél TM-P120 Pneumatic Terminal Crimping Machine SAT-AS6P Pneumatic Crimping Applicator SAT-MS6 vélrænn kremunarbúnaður Kröppunarbúnaður fyrir hliðarfóðrun Kröppunarbúnaður fyrir aftan fóðrun Flag Terminal Crimping Applicator Crimp applicator fyrir einangruð tengi TM Series Intelligent Servo Terminal Crimping Machine SAT-MS5 OTP vélrænt forrit TM-25M sjálfvirk lokunarpressuvél TM-CS6 Ultra Silent Copper Belt Crimping Machine ESC-BX1 vírskurðar- og klippivél ESC-BX4 vírskurðar- og skurðarvél ESC-BX30 Sjálfvirk stór kapalskurðar- og klippivél ESC-BX30S klædda kapal Sjálfvirk klippi- og klippivél ESC-BX30SNY sjálfvirk snúningssnúruhreinsivél ESC-BX6 vírskurðar- og skurðarvél ESC-BX7 vírskurðar- og skurðarvél ESC-BX8S klippi- og klippivél fyrir slíður ESC-BX8PR vírskurðar- og skurðarvél ESC-BX9 sjálfvirk klippa og ræma vél ESC-BX30SC sjálfvirk vél til að klippa og klippa kapalvír ESC-BX120 sjálfvirk skurðar- og skurðarvél ESC-BX35R Multi-Function Snotary snúru stripp vél ESC-BX120S Fjölkjarna kapalskurðar- og klippivél ESC-BX60 sjálfvirk kapalskurðar- og klippivél ESC-BX300 sjálfvirk vél til að klippa og klippa kapalvír ESC-BX16 vírklippingarvél ESC-BX20SF Flat Twin Wire Cut and Stripping Machine
ESC-BX1 vírskurðar- og klippivél ESC-BX4 vírskurðar- og skurðarvél ESC-BX30 Sjálfvirk stór kapalskurðar- og klippivél ESC-BX30S klædda kapal Sjálfvirk klippi- og klippivél ESC-BX30SNY sjálfvirk snúningssnúruhreinsivél ESC-BX6 vírskurðar- og skurðarvél ESC-BX7 vírskurðar- og skurðarvél ESC-BX8S klippi- og klippivél fyrir slíður ESC-BX8PR vírskurðar- og skurðarvél ESC-BX9 sjálfvirk klippa og ræma vél ESC-BX30SC sjálfvirk vél til að klippa og klippa kapalvír ESC-BX120 sjálfvirk skurðar- og skurðarvél ESC-BX35R Multi-Function Snotary snúru stripp vél ESC-BX120S Fjölkjarna kapalskurðar- og klippivél ESC-BX60 sjálfvirk kapalskurðar- og klippivél ESC-BX300 sjálfvirk vél til að klippa og klippa kapalvír ESC-BX16 vírklippingarvél ESC-BX20SF Flat Twin Wire Cut and Stripping Machine ACC-101 Sjálfvirk einhöfða lokpressuvél ACC-102A algerlega sjálfvirk klemmuvél (báðir endar) ACC-102B sjálfvirk tvöfaldur terminal krumpur vél ACC-105 fullkomlega sjálfvirk einhöfða endadýfa tin vél ACC-106 fullsjálfvirk 5-víra einhöfða endadýfandi tinvél ACC-202UP Full Automatic Cut, Strip, Crimp, Insert og Heat Heat Shrink Tube Machine ACC-308B Automatic Tinning Machine lóðavél fyrir báðar hliðar ACC-208 fullsjálfvirk kreppavél (báðir endar) ACC-508 Alveg sjálfvirk snúnings-, lóða- og kremunarvél ACC-608 fullsjálfvirk flatkaðalklippa ræma og krimpvél
ACC-101 Sjálfvirk einhöfða lokpressuvél ACC-102A algerlega sjálfvirk klemmuvél (báðir endar) ACC-102B sjálfvirk tvöfaldur terminal krumpur vél ACC-105 fullkomlega sjálfvirk einhöfða endadýfa tin vél ACC-106 fullsjálfvirk 5-víra einhöfða endadýfandi tinvél ACC-202UP Full Automatic Cut, Strip, Crimp, Insert og Heat Heat Shrink Tube Machine ACC-308B Automatic Tinning Machine lóðavél fyrir báðar hliðar ACC-208 fullsjálfvirk kreppavél (báðir endar) ACC-508 Alveg sjálfvirk snúnings-, lóða- og kremunarvél ACC-608 fullsjálfvirk flatkaðalklippa ræma og krimpvél HSM-60 varmahringingarrörvinnsluvél HSM-70 varmahringingarrörvinnsluvél HDM-80B varmahringingarrörvinnsluvél HSM-90 varmahringingarrörvinnsluvél HSM-25M varmahringingarrörvinnsluvél HSM-120 hitahringingarrörhitunarvél HSM-160 varmahringingarrörvinnsluvél HDM-80A varmahringingarrörhitunarvél HSM-260E lokuð hitasrýrnunarrörvinnsluvél HSM-260O vinnsluvél fyrir opinn hitasrýrnunarrör HSM-20 Intelligent Heat Shrink Tube Processing Machine
HSM-60 varmahringingarrörvinnsluvél HSM-70 varmahringingarrörvinnsluvél HDM-80B varmahringingarrörvinnsluvél HSM-90 varmahringingarrörvinnsluvél HSM-25M varmahringingarrörvinnsluvél HSM-120 hitahringingarrörhitunarvél HSM-160 varmahringingarrörvinnsluvél HDM-80A varmahringingarrörhitunarvél HSM-260E lokuð hitasrýrnunarrörvinnsluvél HSM-260O vinnsluvél fyrir opinn hitasrýrnunarrör HSM-20 Intelligent Heat Shrink Tube Processing Machine
 STB-10 Sjálfvirk borði búnt vél STB-50 skrifborðsbúntvél STB-60 Límbandsbúntvél STB-55 borðbandsbúntvél STC-50 Sjálfvirk borðiskurðarvél STP-B handfesta teipunarvél STP-F handheld litíum rafhlöðu borði umbúðir vél STP-C sjálfvirk vírteipvél STP-D sjálfvirk borði umbúðir vél STP-AS sjálfvirk spólubúntvél
STB-10 Sjálfvirk borði búnt vél STB-50 skrifborðsbúntvél STB-60 Límbandsbúntvél STB-55 borðbandsbúntvél STC-50 Sjálfvirk borðiskurðarvél STP-B handfesta teipunarvél STP-F handheld litíum rafhlöðu borði umbúðir vél STP-C sjálfvirk vírteipvél STP-D sjálfvirk borði umbúðir vél STP-AS sjálfvirk spólubúntvél CMCW-200T sjálfvirk vírvindavél með Counter Meter virkni Sjálfvirk talningarmælir fyrir borðtölvu til að vinda og binda CMCW-300F Gólfgerð Sjálfvirk vírvindavél með Counter Meter Virkni Gólfstandandi metra telja kapalvír spólu- og búntvél WT-645S Sjálfvirk vírvinda- og bindivél með flokkunaraðgerð Sjálfvirk vírvindavél með flokkunaraðgerð Sjálfvirk vírvinda- og bindivél
CMCW-200T sjálfvirk vírvindavél með Counter Meter virkni Sjálfvirk talningarmælir fyrir borðtölvu til að vinda og binda CMCW-300F Gólfgerð Sjálfvirk vírvindavél með Counter Meter Virkni Gólfstandandi metra telja kapalvír spólu- og búntvél WT-645S Sjálfvirk vírvinda- og bindivél með flokkunaraðgerð Sjálfvirk vírvindavél með flokkunaraðgerð Sjálfvirk vírvinda- og bindivél





