Automobiļu alumīnija strāvas kabeļa lietojumprogrammu analīze
Tradicionālo vara vadu augstais blīvums un izmaksas automašīnās ir pamudinājusi nozari meklēt alternatīvus materiālus, lai panāktu izmaksu samazināšanu un vieglu. Alumīnijs ir kļuvis par ideālu vara aizstājēju tā labās vadītspējas, zemas blīvuma un zemu izmaksu dēļ, taču tam ir arī tādas problēmas kā zema izturība un viegla oksidācija. Rakstā galvenā uzmanība tiek pievērsta lielas sekcijas automobiļu strāvas kabeļiem un dziļi pēta tehniskās grūtības, kas jāatrisina, aizstājot varu ar alumīniju, ieskaitot vadītspēju, izturību, spiedes šļūdi, oksidāciju un termiskās izplešanās koeficientu atšķirības. Analizējot starptautiskos automobiļu vadu standartus, tika veikts priekšizpēte par vara nomaiņu ar alumīniju un tika ierosināts īpašs tehnisks risinājums: izmantojot 1 sērijas tīru alumīnija stiepli ar lielāku šķērsgriezuma laukumu, lai aizstātu vara stiepli, ievērojot ekvivalentās pretestības principu; Divu vadu un termināla savienojuma risinājumu nodrošināšana: berzes metināšana un ultraskaņas metināšana, kā arī divkāršu līmes siltuma saraušanās caurules, izmantojot blīvēšanai. Raksts nodrošina jaunu ceļu ar atsauces vērtību automobiļu uzņēmumiem, lai panāktu izmaksu samazināšanu un vieglu.
Automobiļu vadu instalācijas atrodas visā automašīnas korpusā. Tradicionālie vadi ir izgatavoti no augstas tīrības līmeņa elektrolītiskā vara, kas kalti, uzzīmēti un eņģi ar īpašiem procesiem. Sakarā ar lielo vara blīvumu transportlīdzekļa vadu instalācijas kopējais svars pārsniedz 20 kg, un izmaksas ir augstas, kas uzņēmumiem rada izmaksu spiedienu. Šajā nolūkā nozare aktīvi pēta alternatīvus materiālus vara vadiem, lai sasniegtu izmaksu samazināšanas un vieglas svara mērķus. Starp kopīgiem vadītāju materiāliem alumīnijs ir ideāls aizstājējs. Tam ir laba vadītspēja, otrā tikai vara starp parasti izmantotajiem metāliem, un tas ir viegls svars. Tās blīvums ir aptuveni 30% no vara, un tā izmaksas ir tikai 20% ~ 30% no vara, bet tam ir tādas problēmas kā zema stiprība un viegla oksidācija. Šajā rakstā ir ierosināts atsauces tehniskais risinājums vara nomaiņai ar alumīniju liela sekcijas automobiļu strāvas kabeļiem.
1.Techniski jautājumi, kas jāatrisina, aizstājot varu ar alumīniju
Alumīnijs ir pārāks par vara izmaksām un kvalitāti, un tas ir kļuvis par karstu vietu izmaksu samazināšanai un viegliem pētījumiem automobiļu uzņēmumos. Tomēr alumīnija aizstāšana vara joprojām saskaras ar dažām tehniskām grūtībām.
1) Alumīnija vadītspēja ir zemāka par varu. Ja problēma tiek atrisināta, palielinot alumīnija stieples šķērsgriezuma laukumu, alumīnija stieples specifikācija jāpalielina par 1 ~ 2 līmeņiem, kas alumīnija stieples instalāciju palielinās lielāku nekā vara stieples zirglietas. Instalācijas telpa un lieces rādiuss ir jāņem vērā, sakārtojot zirglietas.
2) Alumīnijam ir zema stiprība. Mehāniskā izturība ir tikai 1 / 3 no vara, un gofrēšanas laikā to ir viegli salauzt. Kad automašīna brauc, stieple vibrē, un to ir viegli salauzt, tāpēc ir jāpalielina alumīnija stieples stiprums.
3) Alumīnijam ir ievērojama spiedes šļūdes parādība. Apmēram 80 ℃ ložņā pastiprinās spiediena spiediens, savukārt varam jābūt virs 230 ℃, lai parādītu noteiktu spiedes šļūdes pakāpi. Alumīnija spiedes šļūdes raksturlielumi izraisīs savienojuma punkta atslābināšanu ar temperatūras izmaiņām un laiku pēc termināļa izsaukuma, ietekmējot stieples elektrisko veiktspēju.
Tāpēc alumīnija-vara savienojuma tehnoloģijai ir nepieciešams īpašs dizains, lai nodrošinātu uzticamu elektrisko veiktspēju visā produktu dzīves ciklā.
4) Alumīnijs ir ķīmiski aktīvs. Tas ir viegli oksidēts, kad tas tiek pakļauts gaisam, veidojot blīvu un cietu alumīnija oksīda plēvi. Alumīnija oksīdam ir spēcīgas izolācijas īpašības, un tas ietekmēs alumīnija vadu vadītspēju. Kad alumīnija saskaras ar vara termināliem mitrā un enerģiskā vidē, ir viegli veidot galvanisku reakciju, izraisot elektroķīmisko koroziju savienojumā un korodējot alumīnija vadītāju. Jāizvairās no šīs situācijas.
5) Alumīnijam un varam ir dažādi termiskās izplešanās koeficienti. Pēc ilgtermiņa karstā un aukstuma maiņas savienojumu ir viegli atslābināt, ietekmējot savienojuma punkta uzticamību.
2. Alumīnija nomaiņa un tehniskie risinājumi vara aizstāšanai
1) priekšizpētes analīze
Starptautiskā mērogā ir trīs galvenie automobiļu stiepļu standarti: amerikāņu, japāņu un eiropiešu. Ar globālu rūpniecības tehnoloģiju integrāciju automobiļu rūpniecībā dažādu valstu vadu standarti pakāpeniski tuvojas ISO starptautisko standartu sērijai. Pašlaik lielākajā daļā vietējo automobiļu oriģinālo iekārtu ražotāju tiek izmantoti vara serdes vadi un ievēro ISO 19642-5 un ISO 6722-1 starptautiskos standartus. Šiem diviem standartiem ir līdzīgas tehniskās prasības automobiļu vara serdes vadiem, un abi detalizēti norāda pretestību, izturību un citas vadu īpašības. Starp tiem ISO 19642-5 ir sīkākas prasības attiecībā uz vadu veiktspēju.
Ārzemju alumīnija vadi rūpnieciskos lietojumos tiek izmantoti vismaz 30 gadus. Pirmoreiz tos izmantoja aviācijas nozarē, un 21. gadsimta sākumā sāka izmantot automobiļu jomā. 2013. gadā tika izlaists oficiālais starptautiskais standarts ISO 6722-2 automobiļu alumīnija vadiem, un 2019. gadā tika izlaists līdzīgais ISO 19642-6. Starptautiskie standarti ISO 19642-6 un ISO 6722-2 nodrošina tehniskās prasības diriģenta diametrā, pretestībai, izolācijas tilpuma pretestībai utt. Abu standartu saturs ir līdzīgs, un ISO 19642-6 ir sīkākas prasības automobiļu alumīnija vadītāju darbībai. Tāpēc shēmas izstrādei ir jāapsver šie divi starptautiskie standarti.
Alumīnija vadītājiem jābūt līdzvērtīgiem vara vadītājiem un jāatbilst trim punktiem: pirmkārt, viņiem ir jānodrošina, ka viņiem ir līdzīga vadītspēja un citas īpašības kā nomainītajiem vara vadītājiem, nodrošinot, ka sākotnējā ķēdes funkcija galvenokārt tiek uzturēta, vienlaikus aizstājot vadītāja materiālu; Otrkārt, novērš alumīnija stieples oksidāciju; Treškārt, sasniedziet ticamu saikni starp alumīnija stiepli un termināli, jo alumīnija materiālam ir zema cietība un tas var nogurums un pārtraukums pēc saliekšanas, tinuma un augstfrekvences vibrācijas.
2) elektrolīnijas vadītāju alternatīvas
Salīdzinot starptautiskos standartus ISO 19642-5 un ISO 6722-1 vara vadītājiem, kā arī ISO 19642-6 un ISO 6722-2 alumīnija vadītājiem, var redzēt, ka tad, kad pretestība ir līdzīga, alumīnija vadītājam nepieciešama lielāka specifikācija, lai sasniegtu vadītāju, kas līdzīgs vara vadītājam.
Eiropas alumīnija un alumīnija sakausējuma sastāva standarts EN 573-3: 2003 nosaka, ka alumīnija un alumīnija sakausējumus var iedalīt 8 sērijās. Starp tiem 1. sērija ir tīrs alumīnija vads ar alumīnija saturu vairāk nekā 99%; 2. līdz 8. sērija Alumīnija sakausējumi ir jauni uz alumīnija bāzes kompozītu sakausējumi, kas izstrādāti, pievienojot dažādas Si, Fe, Cu, Mg, Mn, nano-keramikas un oglekļa nanomateriālu proporcijas tīram alumīnijam. Matrica ir ar termiski apstrādāts sakausējums. Noteiktas vadītspējas nodrošināšanas apstākļos alumīnija sakausējuma stiepes izturība tiek maksimizēta, vienlaikus nodrošinot pietiekamu pagarinājumu.
1 sērijas tīra alumīnija stieples īpašības ir augsta vadītspēja, laba siltumvadītspēja, stiepes izturība 60 ~ 110MPa un vadītāja pagarinājums, kas pārsniedz 12%. Tas ir visbiežāk izmantotais alumīnija vadītājs automobiļu kabeļiem. Šī alumīnija stieples pakāpe ir piemērota liela diametra barošanas vadiem.
Rezumējot, var ievērot ekvivalentās pretestības principu, lai vara stiepli aizstātu ar tīru alumīnija stiepli ar lielāku šķērsgriezuma laukumu, un vadu pretestība pirms un pēc nomaiņas ir vienāda vai tuvu. Piemēram, sākotnējā vara stieples šķērsgriezuma laukums ir 35 mm2, un vadītāja maksimālā pretestība uz garuma vienību 20 ℃ ir 0,527 mΩ / m. Alumīnija vadītāja specifikācija ar tuvāko pretestības parametru jāpalielina līdz 60 mm2. Šajā laikā vadītāja maksimālā pretestība uz garuma vienību 20 ℃ ir 0,525 mΩ / m.
3) Savienojuma shēma starp vadiem un termināļiem
①Frikcijas metināšanas risinājums
Berzes metināšanas tehnoloģija radās pirms vairāk nekā simts gadiem. Tas izmanto siltumu, ko rada sagataves kontakta virsmas berze, lai sagatave būtu plastiski deformēta zem spiediena, tādējādi sasniedzot metināšanu. Šī tehnoloģija tiek plaši izmantota civilās un kosmiskās aviācijas laukos.
Iekārtas virza sagatavi, lai radītu daudz siltuma ar berzi, kas samazina metāla cietību, uzlabo plastiskumu un padara metāla atomus izkliedētus un atdzesē un izkristalizējas viens otram, veidojot stingru berzes metināšanas savienojumu. Tajā pašā laikā ātrgaitas berze iznīcina oksīda plēvi uz metāla virsmas un uzlabo metinātās locītavas vadītspēju. Salīdzinot ar tradicionālo saplūšanas metināšanu, berzes metināšanai ir šādas īpašības: pirmkārt, metinātajai locītavai ir augsta izturība, stabila kvalitāte, laba sastāvdaļu konsistence, un locītavas izturība ir līdzvērtīga sākotnējā materiāla izturībai; Otrkārt, tas ir enerģijas taupošs un videi draudzīgs, bez nepieciešamības pēc metināšanas stieņiem un aizsardzības gāzēm, metināšanas procesā netiek rastas toksiskas vai kaitīgas gāzes, un aprīkojums patērē maz enerģijas; Treškārt, berzes metināšana var sasniegt atšķirīgu materiālu metināšanu, locītavai nav poras vai ieslēgumu un nenotiek elektroķīmiskā korozija.
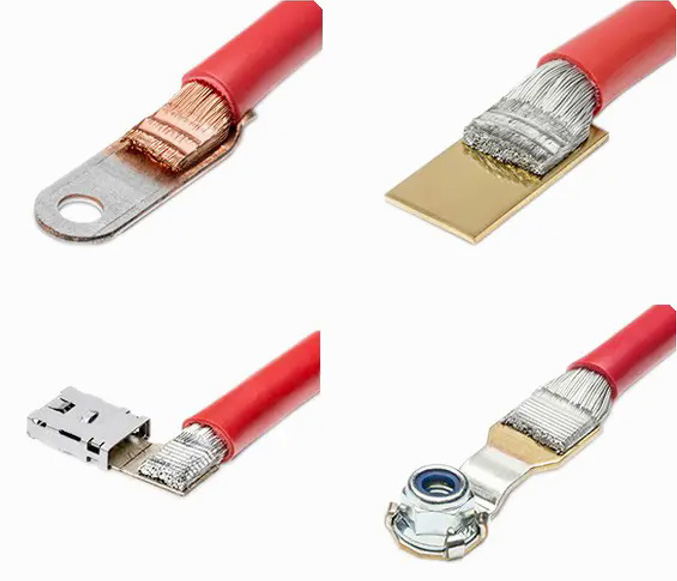
Šajā šķīdumā "L" formas vara-alumīnija kompozītmateriāla termināls pieņem rotācijas berzes metināšanas procesu, lai savienotu gala kalto vara plāksni un astes tīro alumīnija cilindru. Kaltu vara plāksni izmanto, lai saliktu akumulatoram vai starterim. Tas ir izgatavots no misiņa, tam ir augsta izturība, to nav viegli salauzt uzstādīšanas laikā, un virsmas tinēšana var mazināt elektroķīmisko koroziju, ko izraisa saskare starp misiņu un automašīnas virsbūvi. Astes tīrais alumīnija cilindrs ir kolonnas doba struktūra, ko izmanto alumīnija vadītāja savienošanai. Pēc tam, kad alumīnija vadītājs ir ievietots tīrā alumīnija cilindrā ar īpašu aprīkojumu, tas tiek gādāts ar kalšanas aprīkojumu. Tīrais alumīnija stieple un tīrs alumīnija cilindrs ir izgatavoti no viena un tā paša materiāla, un tam ir tāds pats termiskās izplešanās koeficients, kas var izvairīties no noguruma lūzuma, ja augstas un zemas temperatūras mainās, pateicoties termiskās izplešanās koeficienta atšķirībai.

Šī šķīduma priekšrocības ir šādas: kaltā vara plāksne var izpildīt montāžas prasības, un alumīnija caurule, kas savieno alumīnija stiepli, var izvairīties no noguruma lūzuma, ko izraisa dažādi tradicionālā vara termināla termiskās izplešanās termiskās izplešanās koeficienti, un arī alumīnija vadītāju, kas ne tikai atrisina gala instalācijas stiprības problēmu, bet arī atrisina saikni starp alumīnija vadītāju.
Pēc tam, kad terminālis ir savienots ar alumīnija vadītāju, blīvēšanai var izmantot dubultā sienas siltuma saraušanās cauruli ar līmi. Siltuma saraušanās caurulei ir izolācija, izturība pret koroziju un izturība pret nodilumu. Pēc tam, kad tas ir uzkarsēts ar īpašu aprīkojumu, ārējā siena sarūk, un cietā līme uz iekšējās sienas kūst šķidrā līmē, pārklājot gala savienojuma daļu un stiepļu izolācijas ādas virsmu. Pēc dzesēšanas un sacietēšanas tas var sasniegt blīvējumu un izturību pret koroziju un novērst oksidācijas koroziju savienojumā.
②ultraskaņas metināšanas šķīdums
Kopš 80. gadiem ultraskaņas metāla metināšanas tehnoloģija ir izmantota stiepļu instalācijas metināšanai, izmantojot ultraskaņas frekvences vibrācijas enerģiju, lai reorganizētu metāla molekulāro režģa struktūru un savienotu tos pašus vai dažādus metālus. Metinātā locītava sasniedz metalurģisko saikni, neizkausējot sākotnējo materiālu, kas pieder pie cietvielu metināšanas un var efektīvi izvairīties no parastās metināšanas izšļakstīšanas un oksidācijas.
Ultraskaņas metināšanas tehnoloģiju plaši izmanto vadu un vadu, vadu un termināļu savienojumā. Metināšanas process ir ātrs, un procesa parametrus var uzraudzīt visā procesā. Metinātais savienojums ir tīrs metāla savienotājs, kuru novecošanās, šļūdes un nogurums nav viegli ietekmējis. Savienojums ir stingrs, uzticamība ir augsta, un kontakta pretestība ir zema.
Šī tehnoloģija var savienot tos pašus vai dažādus materiālus, piemēram, vara un alumīniju. Tā kā metāls ir tieši metināts, nav nepieciešams papildu lodēšana vai plūsma. Turklāt ultraskaņas metināšanai ir mazs termiskais spriegums uz materiālu un būtībā nemaina metinātā materiāla un apkārtējo materiālu īpašības. Ultraskaņas metināšanai ir vienkāršs process, augsts locītavas stiprums, laba vadītspēja un plašs vadītāju specifikāciju klāsts, ko var metināt. Vadītājus ar šķērsgriezuma laukumu 160 mm2 vai pat lielāku var metināt. Līdzīgi kā berzes metināšanas tehnoloģija, ultraskaņas metināšanas tehnoloģija ir piemērota atšķirīgu materiālu un formu, piemēram, vara un alumīnija, stieples un plāksnes, savienošanai, un to plaši izmanto stiepļu un kabeļu nozarē. Tāpēc šajā risinājumā tiek izmantoti misiņa termināļi, kas ir savienoti ar tīriem alumīnija vadītājiem, izmantojot ultraskaņas metināšanas tehnoloģiju, un tiek gūti un fiksēti ar spīlēm termināļu galos, lai uzlabotu savienojuma uzticamību. Līdzīgi, lai aizzīmogotu savienojumu, lai novērstu oksidācijas koroziju pie locītavas, var izmantot arī divkāršu sienu līmes siltuma saraušanās caurules.
3. Kopsavilkums
Balstoties uz pašreizējo situāciju, kurā ir augstas izmaksas un lielais automobiļu vara vadu svars, šajā dokumentā tiek pētīti vara un alumīnija vadu veiktspējas standarti un ierosināts tehnisks risinājums vara vadu nomaiņai ar alumīnija vadiem, nodrošinot jaunu veidu uzņēmumiem, lai samazinātu izmaksas un samazinātu svaru.

 EC-6100 Automātiska siltuma saraušanās caurules griešanas mašīna EC-6800 automātiskā griešanas mašīna EC-6100H Automātiska karstā griešanas mašīna EC-830 gofrēto cauruļu griešanas mašīna Automātiskā kabeļu un cauruļu griešanas mašīna EC-6500 Automātiskā kabeļu griešanas mašīna EC-810 EC-850X automātiskā rotējošā griešanas mašīna EC-821 gofrētu cauruļu griešanas mašīna EC-890 daudzfunkcionāla automātiskā griešanas mašīna EC-870 lieljaudas automātiskā cauruļu griešanas mašīna EC-816 automātiskā griešanas mašīna EC-823 ātrgaitas griešanas mašīna EC-805 automātiskā kabeļu griešanas mašīna EC-860 gofrēto cauruļu griešanas mašīna EC-830F automātiskā caurules griešanas mašīna ar barošanas sistēmu Automātiskā kabeļu un cauruļu griešanas mašīna EC-3100
EC-6100 Automātiska siltuma saraušanās caurules griešanas mašīna EC-6800 automātiskā griešanas mašīna EC-6100H Automātiska karstā griešanas mašīna EC-830 gofrēto cauruļu griešanas mašīna Automātiskā kabeļu un cauruļu griešanas mašīna EC-6500 Automātiskā kabeļu griešanas mašīna EC-810 EC-850X automātiskā rotējošā griešanas mašīna EC-821 gofrētu cauruļu griešanas mašīna EC-890 daudzfunkcionāla automātiskā griešanas mašīna EC-870 lieljaudas automātiskā cauruļu griešanas mašīna EC-816 automātiskā griešanas mašīna EC-823 ātrgaitas griešanas mašīna EC-805 automātiskā kabeļu griešanas mašīna EC-860 gofrēto cauruļu griešanas mašīna EC-830F automātiskā caurules griešanas mašīna ar barošanas sistēmu Automātiskā kabeļu un cauruļu griešanas mašīna EC-3100 CS-4507 daudzfunkcionāla stiepļu noņemšanas mašīna UniStrip 2016 pneimatiskā stiepļu noņemšanas mašīna UniStrip 2018E elektrisko kabeļu vadu noņemšanas mašīna CS-5507 Automātiska koaksiālā kabeļa noņemšanas iekārta CS-5515 Automātiska koaksiālā kabeļa noņemšanas iekārta CS-400 pīta vairogu kabeļa noņemšanas mašīna Pusautomātiska kabeļu noņemšanas mašīna ar rotējošu asmeni CS-2486 koaksiālā kabeļa vadu noņemšanas mašīna
CS-4507 daudzfunkcionāla stiepļu noņemšanas mašīna UniStrip 2016 pneimatiskā stiepļu noņemšanas mašīna UniStrip 2018E elektrisko kabeļu vadu noņemšanas mašīna CS-5507 Automātiska koaksiālā kabeļa noņemšanas iekārta CS-5515 Automātiska koaksiālā kabeļa noņemšanas iekārta CS-400 pīta vairogu kabeļa noņemšanas mašīna Pusautomātiska kabeļu noņemšanas mašīna ar rotējošu asmeni CS-2486 koaksiālā kabeļa vadu noņemšanas mašīna UniCrimp TM-20 termināla gofrēšanas mašīna TM-20S automātiskā vadu spaiļu presēšanas iekārta TM-200 termināla presēšanas mašīna TM-10p reģistrēta domkratu gofrēšanas mašīna TM-E140 priekšizolācijas uzgaļa spaiļu sloksnes un gofrēšanas iekārta TM-E140S automātiskā stiepļu noņemšanas uzgaļa gofrēšanas mašīna TM-P300 pneimatiskā termināla gofrēšanas mašīna TM-E116 elektrisko spaiļu presēšanas mašīna TM-P120 pneimatiskā spaiļu presēšanas iekārta SAT-AS6P pneimatiskais gofrēšanas aplikators SAT-MS6 mehāniskās gofrēšanas aplikators Sānu padeves termināla presēšanas aplikators Aizmugurējās padeves termināla presēšanas aplikators Karoga termināla gofrēšanas aplikators Gofrēšanas aplikators izolētiem spailēm TM sērijas inteliģentā servo termināla presēšanas iekārta SAT-MS5 OTP mehāniskais aplikators TM-25M automātiskā spaiļu presēšanas iekārta TM-CS6 īpaši klusa vara jostas gofrēšanas mašīna
UniCrimp TM-20 termināla gofrēšanas mašīna TM-20S automātiskā vadu spaiļu presēšanas iekārta TM-200 termināla presēšanas mašīna TM-10p reģistrēta domkratu gofrēšanas mašīna TM-E140 priekšizolācijas uzgaļa spaiļu sloksnes un gofrēšanas iekārta TM-E140S automātiskā stiepļu noņemšanas uzgaļa gofrēšanas mašīna TM-P300 pneimatiskā termināla gofrēšanas mašīna TM-E116 elektrisko spaiļu presēšanas mašīna TM-P120 pneimatiskā spaiļu presēšanas iekārta SAT-AS6P pneimatiskais gofrēšanas aplikators SAT-MS6 mehāniskās gofrēšanas aplikators Sānu padeves termināla presēšanas aplikators Aizmugurējās padeves termināla presēšanas aplikators Karoga termināla gofrēšanas aplikators Gofrēšanas aplikators izolētiem spailēm TM sērijas inteliģentā servo termināla presēšanas iekārta SAT-MS5 OTP mehāniskais aplikators TM-25M automātiskā spaiļu presēšanas iekārta TM-CS6 īpaši klusa vara jostas gofrēšanas mašīna ESC-BX1 stiepļu griešanas un noņemšanas mašīna ESC-BX4 stiepļu griešanas un noņemšanas mašīna ESC-BX30 automātiska liela kabeļa griešanas un noņemšanas mašīna ESC-BX30S apvalkotā kabeļa automātiskā griešanas un noņemšanas mašīna ESC-BX30SNY automātiskā rotējošo kabeļu noņemšanas mašīna ESC-BX6 stiepļu griešanas un noņemšanas mašīna ESC-BX7 stiepļu griešanas un noņemšanas mašīna ESC-BX8S apvalka kabeļu griešanas un noņemšanas mašīna ESC-BX8PR stiepļu griešanas un noņemšanas mašīna ESC-BX9 automātiskā griešanas un izgriešanas mašīna ESC-BX30SC automātiskā kabeļu vadu griešanas un noņemšanas mašīna ESC-BX120 automātiskā griešanas un noņemšanas mašīna ESC-BX35R daudzfunkciju rotācijas kabeļu noņemšanas mašīna ESC-BX120S daudzkodolu kabeļu griešanas un noņemšanas mašīna ESC-BX60 automātiskā kabeļu griešanas un noņemšanas mašīna ESC-BX300 automātiskā kabeļu vadu griešanas un noņemšanas mašīna ESC-BX16 stiepļu griešanas noņemšanas mašīna ESC-BX20SF plakana divu stiepļu griešanas un noņemšanas mašīna
ESC-BX1 stiepļu griešanas un noņemšanas mašīna ESC-BX4 stiepļu griešanas un noņemšanas mašīna ESC-BX30 automātiska liela kabeļa griešanas un noņemšanas mašīna ESC-BX30S apvalkotā kabeļa automātiskā griešanas un noņemšanas mašīna ESC-BX30SNY automātiskā rotējošo kabeļu noņemšanas mašīna ESC-BX6 stiepļu griešanas un noņemšanas mašīna ESC-BX7 stiepļu griešanas un noņemšanas mašīna ESC-BX8S apvalka kabeļu griešanas un noņemšanas mašīna ESC-BX8PR stiepļu griešanas un noņemšanas mašīna ESC-BX9 automātiskā griešanas un izgriešanas mašīna ESC-BX30SC automātiskā kabeļu vadu griešanas un noņemšanas mašīna ESC-BX120 automātiskā griešanas un noņemšanas mašīna ESC-BX35R daudzfunkciju rotācijas kabeļu noņemšanas mašīna ESC-BX120S daudzkodolu kabeļu griešanas un noņemšanas mašīna ESC-BX60 automātiskā kabeļu griešanas un noņemšanas mašīna ESC-BX300 automātiskā kabeļu vadu griešanas un noņemšanas mašīna ESC-BX16 stiepļu griešanas noņemšanas mašīna ESC-BX20SF plakana divu stiepļu griešanas un noņemšanas mašīna ACC-101 automātiska vienas galvas spaiļu presēšanas iekārta ACC-102A pilnībā automātiska spaiļu presēšanas iekārta (abos galos) ACC-102B automātiskā dubultā spailes presēšanas mašīna ACC-105 pilnībā automātiska vienas galvas iegremdēšanas skārda mašīna ACC-106 pilnībā automātiska 5 vadu vienas galvas iegremdēšanas skārda mašīna ACC-202UP Pilnīgi automātisks griezums, sloksne, gurni, ievietojiet un siltums karstums-Šrukas caurules mašīna ACC-308B automātiskās tinēšanas mašīnas lodēšanas mašīna abām pusēm ACC-208 pilnībā automātiska gofrēšanas iekārta (abos galos) ACC-508 pilnībā automātiska vīšanas, lodēšanas un presēšanas mašīna ACC-608 pilnībā automātiska plakano kabeļu sloksnes un gofrēšanas mašīna
ACC-101 automātiska vienas galvas spaiļu presēšanas iekārta ACC-102A pilnībā automātiska spaiļu presēšanas iekārta (abos galos) ACC-102B automātiskā dubultā spailes presēšanas mašīna ACC-105 pilnībā automātiska vienas galvas iegremdēšanas skārda mašīna ACC-106 pilnībā automātiska 5 vadu vienas galvas iegremdēšanas skārda mašīna ACC-202UP Pilnīgi automātisks griezums, sloksne, gurni, ievietojiet un siltums karstums-Šrukas caurules mašīna ACC-308B automātiskās tinēšanas mašīnas lodēšanas mašīna abām pusēm ACC-208 pilnībā automātiska gofrēšanas iekārta (abos galos) ACC-508 pilnībā automātiska vīšanas, lodēšanas un presēšanas mašīna ACC-608 pilnībā automātiska plakano kabeļu sloksnes un gofrēšanas mašīna HSM-60 termiski saraušanās cauruļu apstrādes mašīna HSM-70 termiski saraušanās cauruļu apstrādes mašīna HDM-80B termiski saraušanās cauruļu apstrādes mašīna HSM-90 termiski saraušanās cauruļu apstrādes mašīna HSM-25M termiski saraušanās cauruļu apstrādes mašīna HSM-120 siltuma saraušanās cauruļu sildīšanas iekārta HSM-160 termiski saraušanās cauruļu apstrādes mašīna HDM-80A termiski saraušanās cauruļu sildīšanas iekārta HSM-260E slēgta termiski saraušanās cauruļu apstrādes iekārta HSM-260O atvērtā termiski saraušanās cauruļu apstrādes iekārta HSM-20 inteliģentā termiski saraušanās cauruļu apstrādes iekārta
HSM-60 termiski saraušanās cauruļu apstrādes mašīna HSM-70 termiski saraušanās cauruļu apstrādes mašīna HDM-80B termiski saraušanās cauruļu apstrādes mašīna HSM-90 termiski saraušanās cauruļu apstrādes mašīna HSM-25M termiski saraušanās cauruļu apstrādes mašīna HSM-120 siltuma saraušanās cauruļu sildīšanas iekārta HSM-160 termiski saraušanās cauruļu apstrādes mašīna HDM-80A termiski saraušanās cauruļu sildīšanas iekārta HSM-260E slēgta termiski saraušanās cauruļu apstrādes iekārta HSM-260O atvērtā termiski saraušanās cauruļu apstrādes iekārta HSM-20 inteliģentā termiski saraušanās cauruļu apstrādes iekārta CS-9070 augstsprieguma kabeļu vairogu griešanas mašīna FS-9053 kabeļu vairogu locīšanas mašīna ACS-9100 kabeļu vairogu apstrādes mašīna ACS-9200 automātiskā kabeļu vairogu apstrādes sistēma ACS-9300 automobiļu augstsprieguma kabeļu apstrādes mašīna Augstsprieguma kabeļu apstrādes iekārta ACS-9500 FC-9312 alumīnija folijas griešanas mašīna CS-9120 kabeļu noņemšanas mašīna
CS-9070 augstsprieguma kabeļu vairogu griešanas mašīna FS-9053 kabeļu vairogu locīšanas mašīna ACS-9100 kabeļu vairogu apstrādes mašīna ACS-9200 automātiskā kabeļu vairogu apstrādes sistēma ACS-9300 automobiļu augstsprieguma kabeļu apstrādes mašīna Augstsprieguma kabeļu apstrādes iekārta ACS-9500 FC-9312 alumīnija folijas griešanas mašīna CS-9120 kabeļu noņemšanas mašīna STB-10 automātiskā lentes komplektēšanas mašīna STB-50 darbvirsmas komplektēšanas iekārta STB-60 līmlentu komplektēšanas iekārta STB-55 darbvirsmas lentu komplektēšanas iekārta STC-50 automātiskā lentes griešanas mašīna STP-B Rokas līmēšanas mašīna STP-F rokas litija bateriju lentes ietīšanas mašīna STP-C automātiskā stiepļu līmēšanas mašīna STP-D automātiskā lentes tīšanas iekārta STP-AS automātiskā lentes komplektēšanas iekārta
STB-10 automātiskā lentes komplektēšanas mašīna STB-50 darbvirsmas komplektēšanas iekārta STB-60 līmlentu komplektēšanas iekārta STB-55 darbvirsmas lentu komplektēšanas iekārta STC-50 automātiskā lentes griešanas mašīna STP-B Rokas līmēšanas mašīna STP-F rokas litija bateriju lentes ietīšanas mašīna STP-C automātiskā stiepļu līmēšanas mašīna STP-D automātiskā lentes tīšanas iekārta STP-AS automātiskā lentes komplektēšanas iekārta CMCW-200T automātiskā vadu uztīšanas mašīna ar skaitītāja funkciju Darbvirsmas automātiskā skaitīšanas skaitītāja tinumu un saišu mašīna CMCW-300F grīdas tipa automātiskā vadu uztīšanas mašīna ar skaitītāja funkciju Grīdas skaitītāju skaitīšanas kabeļu vadu satīšanas un komplektēšanas mašīna WT-645S automātiskā stiepļu uztīšanas un siešanas mašīna ar šķirošanas funkciju Automātiska vadu uztīšanas mašīna ar šķirošanas funkciju Automātiska vadu uztīšanas un siešanas mašīna
CMCW-200T automātiskā vadu uztīšanas mašīna ar skaitītāja funkciju Darbvirsmas automātiskā skaitīšanas skaitītāja tinumu un saišu mašīna CMCW-300F grīdas tipa automātiskā vadu uztīšanas mašīna ar skaitītāja funkciju Grīdas skaitītāju skaitīšanas kabeļu vadu satīšanas un komplektēšanas mašīna WT-645S automātiskā stiepļu uztīšanas un siešanas mašīna ar šķirošanas funkciju Automātiska vadu uztīšanas mašīna ar šķirošanas funkciju Automātiska vadu uztīšanas un siešanas mašīna





