Анализа апликације за аутомобилски алуминијумски кабл за напајање
Висока густина и трошкови традиционалних бакрених жица у аутомобилима затражили су индустрију да траже алтернативне материјале за постизање смањења трошкова и лагане. Алуминијум је постао идеална замена за бакар због своје добре проводљивости, мале густине и ниске трошкове, али такође има проблема као што је ниска чврстоћа и једноставна оксидација. Чланак се фокусира на аутомобилски каблови са великим одјељком и дубоко истражује техничке потешкоће које је потребно решити приликом замене бакра са алуминијумом, укључујући проводљивост, чврстоћу, компресивно пузање, оксидацију и разлика у коефицијентима термичких експресија. Анализом међународних стандарда за аутомобилске жице, спроведено је студија изводљивости на замени бакра са алуминијумом, а предложено је специфично техничко решење: користећи чисту алуминијумску жицу серије са већем попречном површином за замену бакрене жице, након принципа еквивалентне отпорности; Омогућавање две жице и терминалне решења: заваривање трења и ултразвучно заваривање и коришћење двоструког зидног лепка заптивача за заптивање. Чланак даје нови пут са референтном вриједношћу да се аутомобилским компанијама постигну смањење трошкова и лагане.
АУТОМОТИВНИ ОЧИ ЖИВОТИ СВЕ СУ ТЕЛО ТЕЛО. Традиционалне жице су направљене од електролитних бакрених бакра високих чистоћа, нацртане и зглобне посебне процесе. Због велике густине бакра, укупна тежина каблова за ожичење возила прелази 20кг, а цена је висока, што доноси притисак трошкова предузећима. У том циљу, индустрија активно истражује алтернативне материјале за бакарне жице за постизање циљева смањења трошкова и лагане. Међу уобичајеним материјалима за проводник, алуминијум је идеална замена. Има добру проводљивост, други само бакар међу најчешће коришћеним металима, и је лагана тежина. Његова густина је око 30% бакра, а њен трошак је само 20% ~ 30% бакра, али има проблема као што је ниска чврстоћа и једноставна оксидација. Овај чланак предлаже референтно техничко решење за замену бакра са алуминијумом за велике каблове за напајање великих пресјека.
1.Техничка питања која је потребно решити приликом замене бакра са алуминијумом
Алуминијум је супериорнији од бакра у трошковима и квалитету и постао је топло место за смањење трошкова и лагано истраживање у аутомобилским компанијама. Међутим, алуминијум замена бакра и даље се суочава са неким техничким потешкоћама.
1) Алуминијска проводљивост је инфериорнија од бакра. Ако се проблем реши повећањем површине попречног пресека алуминијумске жице, спецификација алуминијумске жице потребно је повећање за 1 ~ 2 нивоа, што ће омогућити каблове од алуминијума веће од бакрене жице. Инсталациони простор и радијус савијања потребно је размотрити приликом уређења појаса.
2) Алуминијум има ниску снагу. Механичка снага је само 1 / 3 од бакра, а лако је бити сломљен током пресовања. Када ауто вози, жица вибрира и лако је прекинути, тако да је снага алуминијумске жице потребно повећање.
3) Алуминијум има значајан феномен компресијског пузања. Око 80 ℃, пузање се појачава под притиском, док бакар треба да буде изнад 230 ℃ да покаже одређени степен притиска. Карактеристике алуминијума са притиском на компресивне путеве узрокују да се прикључна тачка отпусти са температурама и временом након што се терминал прекрива, утјечући на електричне перформансе жице.
Стога технологија алуминијум-бакрене везе захтева посебан дизајн како би се осигурало поуздане електричне перформансе у целом циклусу производа.
4) Алуминијум је хемијски активан. Лако се оксидира када је изложен ваздуху, формирајући густ и тврди алуминијум оксидни филм. Алуминијум оксид има снажна изолациона својства и утицаће на проводљивост алуминијумских жица. Када алуминијум контактира бакрене терминале у влажном и енергичном окружењу, лако је формирати галванску реакцију, што изазива електрохемијску корозију на прикључењу и кородирајући алуминијумски проводник. Мора се избегавати ова ситуација.
5) Алуминијум и бакар имају различите коефицијенте термичких експанзија. Након дугорочне измене вруће и прехладе, веза је лако отпуштање, утицај на поузданост везе везе.
2. Финансијска анализа и техничка решења алуминијума који замењују бакар
1) анализа изводљивости
Међународно, постоје три главна средства за аутомобиле: Американац, Јапански и Европски. Са глобалном интеграцијом индустријске технологије у аутомобилској индустрији, жице стандарди различитих земаља постепено се приближавају ИСО серији међународних стандарда. Тренутно већина домаћих аутомобила аутомобила користи бакрене жице и следите међународне стандарде ИСО 19642-5 и ИСО 6722-1. Ова два стандарда имају сличне техничке захтеве за аутомобилске жице бакрене бакрене и како наде и навести напон и друге карактеристике жица у детаље. Међу њима, ИСО 19642-5 има детаљније захтеве за перформансе жица.
Стране алуминијске жице коришћене су у индустријским апликацијама најмање 30 година. Прво су се користили у ваздухопловној индустрији и почели су се користити у аутомобилском терену почетком 21. века. У 2013. години објављен је званични међународни стандард ИСО 6722-2 за жице за аутомобилске алуминијске жице и 2019. године сличан ИСО 19642-6. Међународни стандарди ИСО 19642-6 и ИСО 6722-2 пружају техничке захтеве за пречнику проводника, отпорност, изолациони отпорност на јачину изолације, итд. Два стандарда су сличне у садржају, а ИСО 19642-6 има детаљније захтеве за перформансе аутомобилске алуминијумске проводнике. Стога је дизајн шеме морао свеобухватно размотрити ова два међународна стандарда.
Алуминијумски проводници морају бити еквивалентни бакарским проводницима и испуњавају три бода: Прво, они морају осигурати да имају сличну проводљивост и друга својства замењеним бакарским проводницима, осигуравајући да се оригинална функција циркуита у основи одржава материјал са вођом; Друго, спречите да се алуминијумска жица оксидира; Треће, постићи поуздану везу између алуминијумске жице и терминала, јер алуминијумски материјал има ниску тврдоћу и може умор и паурети након савијања, намотавања и високофреквентне вибрације.
2) алтернативе за проводнике електронијске линије
Упоређивање међународних стандарда ИСО 19642-5 и ИСО 6722-1 за бакар проводнике и ИСО 19642-6 и ИСО 6722-2 за алуминијумске проводнике, то се може видети када је отпор сличан, алуминијумски проводник потребан је веће спецификације за постизање проводљивости бакрене проводник.
Стандард састава европског алуминијума и алуминијума Алуминијумски стандард ЕН 573-3: 2003 предвиђа да се алуминијум и алуминијум легури могу поделити у 8 серија. Међу њима је серија 1 чиста алуминијумска жица са садржајем алуминијума више од 99%; Серија 2 до 8 Алуминијумске легуре су нови композитни легури на бази алуминијума који су развијени додавањем различитих пропорција СИ, ФЕ, ЦУ, МГ, МН, Нано-Цу, Мг, МН, Нано-керамике и угљеника наноматеријалира за чист алуминијум. Матрица је ојачана легура која је третирана топлотом. Под условом да се обезбеди одређена проводљивост, затезна чврстоћа алуминијумске легуре је максимално, истовремено осигуравајући довољно продужења.
Карактеристике чисте алуминијумске жице серије 1 су велика проводљивост, добра топлотна проводљивост, затезна чврстоћа од 60 ~ 110МПА и продуцијско продужење веће од 12%. То је најчешће коришћени алуминијумски диригент за аутомобилски каблови. Ова оцена алуминијумске жице погодна је за каблове за напајање великих пречника.
Укратко, принцип еквивалентне отпорности може се пратити да би се бакарна жица заменила чистом алуминијумском жицом са већим површинама преко пресека, а отпорност жица пре и после замене је иста или близу. На пример, површина пресјека оригиналне бакрене жице је 35 мм2, а максимална отпорност диригента по јединици дужине на 20 ℃ је 0.527МΩ / м. Спецификација алуминијума са најближим параметром отпора мора се повећати на 60 мм2. У то време, максимални отпор диригента по јединици дужине на 20 ℃ је 0,525МΩ / м.
3) Схема везе између жица и терминала
①Фицатион Решење за заваривање
Технологија заваривања трења настала је пре више од стотину година. Користи топлоту створило трењем контактне површине радника да би радног комада пластично деформисао под притиском, чиме се постиже заваривање. Ова технологија се широко користи у пољима цивилног и ваздухопловства.
Опрема покреће радни комад да би се створило много топлоте трењем, што смањује тврдоћу метала, побољшава пластичност и чини да метални атоми дифузне и охладе и кристалишу једни друге да формирају чврст заваривање трења. Истовремено, трење велике брзине уништава оксидни филм на металној површини и побољшава проводљивост завареног споја. У поређењу са традиционалним фузијским заваривањем, заваривање за трење има следеће карактеристике: Прво, заварени зглоб има високу чврстоћу, стабилан квалитет, добре компоненте, а јачина зглобова је еквивалентна оној матичној материјали; Друго, то је уштеда енергије и еколошки прихватљиво, без потребе за заваривањем шипки и заштитним гасовима, не генеришу токсичне или штетне гасове током поступка заваривања, а опрема троши мало снаге; Треће, заваривање трења може постићи заваривање различитог материјала, зглоб нема поре или инклузије и не дође до електрохемијске корозије.
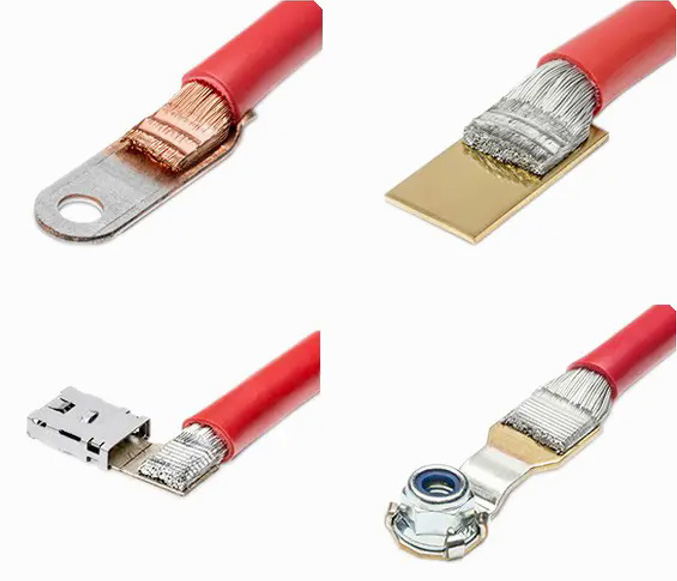
У овом решењу, "Л" -Схапирани композитни терминал бакар-алуминијумски композицијски терминал усвојио је ротациони поступак заваривања трења за повезивање крајњег косова бакрене плоче и реп чисти алуминијумски цилиндар. Ковани бакарна плоча користи се за састављање батерије или стартера. Направљен је од месинга, има велику чврстоћу, није лако пробити се током инсталације, а површински лименки може ублажити електрохемијску корозију узроковану контактом месинга и тела аутомобила и тела. Реп чисти алуминијумски цилиндар је ступровна шупља структура која се користи за повезивање алуминијумског диригената. Након што се алуминијумски проводник постави у чили алуминијумски цилиндар посебном опремом, то је пресочено ковањем опреме. Чисте алуминијумска жица и чисто алуминијумски цилиндар израђени су од истог материјала и имају исту коефицијент топлотног експанзије, који може да избегне прелом умора када се високе и ниске температуре наизменично мењају због разлике у коефицијенту термичке експанзије.

Предности овог решења су: фалсификована бакарна плоча може да испуни свечане захтеве и алуминијумска цевкања алуминијумске жице може избећи лом умора узроковано различитим коефицијентима термичког експанзије традиционалног бакреног терминала и алуминијумски проводник, а не само да не само да не само да је проблем прикључне снаге и терминала такође решава проблем и терминал.
Након што је терминал повезан са алуминијумским проводником, за заптивање може се користити двоструко зидано топлотно смањујуће цев са лепком. Цев за топлоту има изолацију, отпорност на корозију и отпорност на хабање. Након грејања посебном опремом, спољни зид се смањује, а чврста лепљење на унутрашњем зиду се топи у течно лепак, прекривајући део терминалне везе и површину жичане изолационе коже. Након хлађења и очвршћивања, може постићи отпорност на заптивање и корозију и спречити корозију оксидације на зглобу.
②ултрасониц решење за заваривање
Од 1980-их, ултразвучна технологија за заваривање метала примијењена је за заваривање жица, користећи енергију вибрације ултразвучне фреквенције да реорганизује структуру реоргиране револете металне молекуларне решетке и повежете исте или различите метале. Заварени зглоб постиже металуршко лепљење без топљења матичног материјала, који припада солидно-државном заваривању и може ефикасно избећи прскање и оксидацију обичног заваривања.
Ултразвучна технологија заваривања се широко користи у вези жица и жица, жица и терминала. Процес заваривања је брз и процесни параметри се могу надгледати током целог процеса. Заварени зглоб је чисти метални конектор, који није лако погођен старењем, пузањем и умором. Веза је чврста, поузданост је велика, а отпорност на контакт је ниска.
Ова технологија може да повеже исте или различите материјале, попут бакра и алуминијума. Пошто је метал директно заварен, није потребно додатно лемљење или токс. Поред тога, ултразвучно заваривање има низак топлотни стрес на материјалу и у основи не мења својства завареног материјала и околних материјала. Ултразвучно заваривање има једноставан процес, високу чврстоћу заједничке, добре проводљивости и широк спектар спецификација проводника који се могу заварити. Проводници са пресек површине 160 мм2 или чак веће могу се заварити. Слично као и технологија заваривања трења, ултразвучна технологија заваривања је погодна за повезивање различитог материјала и облика, као што су бакар и алуминијум, жица и плоча и широко се користи у жици и кабловској индустрији. Стога ово решење користи месињске терминале, који су повезани са чистим алуминијумским проводницима кроз ултразвучну технологију заваривања и прекривене су и фиксиране канџама на крајевима терминала за побољшање поузданости везе. Слично томе, двоструко зидно лепљење топлоте може се користити за заптивање везе да спречи корозију оксидације на зглобу.
3. Резиме
На основу тренутне ситуације високе трошкове и тешке тежине жица аутомобила, овај рад проучава стандарде перформанси бакра и алуминијумске жице и предлаже техничко решење за замену бакарних жица са алуминијумским жицама, пружајући нови начин да се смањи трошкови и смањењу тежине и смањењу тежине.

 ЕЦ-6100 Аутоматска машина за резање цеви топлоте ЕЦ-6800 Аутоматска машина за сечење ЕЦ-6100х Аутоматска машина за топлу сечење ЕЦ-6500 аутоматска машина за сечење каблова и цеви ЕЦ-810 аутоматска машина за сечење каблова ЕЦ-850Кс аутоматска ротирајућа машина за сечење ЕЦ-821 Машина за резање валовитих цеви ЕЦ-890 Мултифункционална аутоматска машина за сечење ЕЦ-870 Аутоматска аутоматска машина за сечење цеви ЕЦ-816 Аутоматска машина за сечење ЕЦ-805 аутоматска машина за сечење каблова ЕЦ-830Ф Аутоматска машина за резање цеви са системом за храњење ЕЦ-3100 аутоматска машина за сечење каблова и цеви
ЕЦ-6100 Аутоматска машина за резање цеви топлоте ЕЦ-6800 Аутоматска машина за сечење ЕЦ-6100х Аутоматска машина за топлу сечење ЕЦ-6500 аутоматска машина за сечење каблова и цеви ЕЦ-810 аутоматска машина за сечење каблова ЕЦ-850Кс аутоматска ротирајућа машина за сечење ЕЦ-821 Машина за резање валовитих цеви ЕЦ-890 Мултифункционална аутоматска машина за сечење ЕЦ-870 Аутоматска аутоматска машина за сечење цеви ЕЦ-816 Аутоматска машина за сечење ЕЦ-805 аутоматска машина за сечење каблова ЕЦ-830Ф Аутоматска машина за резање цеви са системом за храњење ЕЦ-3100 аутоматска машина за сечење каблова и цеви ЦС-4507 Мултифункционална машина за скијање жице УниСтрип 2016 пнеуматска машина за скидање жице ЦС-5507 Аутоматска машина за скидање коаксијалног кабла ЦС-5515 Аутоматска машина за скидање коаксијалног кабла ЦС-400 Машина за скидање плетеног штитног кабла Полуаутоматска машина за скидање каблова са ротационим ножевима ЦС-2486 Машина за скидање жице са коаксијалног кабла
ЦС-4507 Мултифункционална машина за скијање жице УниСтрип 2016 пнеуматска машина за скидање жице ЦС-5507 Аутоматска машина за скидање коаксијалног кабла ЦС-5515 Аутоматска машина за скидање коаксијалног кабла ЦС-400 Машина за скидање плетеног штитног кабла Полуаутоматска машина за скидање каблова са ротационим ножевима ЦС-2486 Машина за скидање жице са коаксијалног кабла УниЦримп ТМ-20 машина за пресовање терминала ТМ-200 машина за пресовање терминала ТМ-10П регистрована машина за прешање прикључка ТМ-Е140 Предизолациона терминална трака и машина за пресовање ТМ-Е140С аутоматска машина за пресовање ужета за скидање жице ТМ-П300 пнеуматски строј за прешање терминала ТМ-Е116 Машина за пресовање електричних терминала ТМ-П120 Пнеуматска машина за пресовање терминала САТ-АС6П пнеуматски апликатор за пресовање САТ-МС6 Механички апликатор за пресовање Апликатор за пресовање терминала за довод са стране Апликатор за пресовање задњег прикључка за напајање Означите апликатор за пресовање терминала Апликатор за пресовање за изоловане терминале Интелигентна машина за пресовање серво терминала ТМ серије САТ-МС5 ОТП механички апликатор ТМ-25М аутоматска машина за пресовање терминала ТМ-ЦС6 Ултра тиха машина за пресовање бакарног појаса
УниЦримп ТМ-20 машина за пресовање терминала ТМ-200 машина за пресовање терминала ТМ-10П регистрована машина за прешање прикључка ТМ-Е140 Предизолациона терминална трака и машина за пресовање ТМ-Е140С аутоматска машина за пресовање ужета за скидање жице ТМ-П300 пнеуматски строј за прешање терминала ТМ-Е116 Машина за пресовање електричних терминала ТМ-П120 Пнеуматска машина за пресовање терминала САТ-АС6П пнеуматски апликатор за пресовање САТ-МС6 Механички апликатор за пресовање Апликатор за пресовање терминала за довод са стране Апликатор за пресовање задњег прикључка за напајање Означите апликатор за пресовање терминала Апликатор за пресовање за изоловане терминале Интелигентна машина за пресовање серво терминала ТМ серије САТ-МС5 ОТП механички апликатор ТМ-25М аутоматска машина за пресовање терминала ТМ-ЦС6 Ултра тиха машина за пресовање бакарног појаса ЕСЦ-БКС1 Машина за сечење и скидање жице ЕСЦ-БКС4 Машина за сечење и скидање жице ЕСЦ-БКС30 Аутоматска машина за сечење и скидање великих каблова ЕСЦ-БКС30С аутоматска машина за сечење и скидање обложеног кабла ЕСЦ-БКС30СНИ аутоматска ротирајућа машина за скидање каблова ЕСЦ-БКС6 Машина за сечење и скидање жице ЕСЦ-БКС7 Машина за сечење и скидање жице ЕСЦ-БКС8С Машина за сечење и скидање омотача каблова ЕСЦ-БКС8ПР Машина за сечење и скидање жице ЕСЦ-БКС9 аутоматска машина за сечење и скидање трака МУЛТИ-БКС35Р МУЛТИ-ФУНЦТИОН РОТАРИПРИНГ МАШИНА ЗА ЛИТЦХИНГ ЕСЦ-БКС60 аутоматска машина за сечење и скидање каблова ЕСЦ-БКС300 Аутоматска машина за сечење и скидање каблова ЕСЦ-БКС16 Машина за сечење жице ЕСЦ-БКС20СФ Машина за сечење и скидање равне дупле жице
ЕСЦ-БКС1 Машина за сечење и скидање жице ЕСЦ-БКС4 Машина за сечење и скидање жице ЕСЦ-БКС30 Аутоматска машина за сечење и скидање великих каблова ЕСЦ-БКС30С аутоматска машина за сечење и скидање обложеног кабла ЕСЦ-БКС30СНИ аутоматска ротирајућа машина за скидање каблова ЕСЦ-БКС6 Машина за сечење и скидање жице ЕСЦ-БКС7 Машина за сечење и скидање жице ЕСЦ-БКС8С Машина за сечење и скидање омотача каблова ЕСЦ-БКС8ПР Машина за сечење и скидање жице ЕСЦ-БКС9 аутоматска машина за сечење и скидање трака МУЛТИ-БКС35Р МУЛТИ-ФУНЦТИОН РОТАРИПРИНГ МАШИНА ЗА ЛИТЦХИНГ ЕСЦ-БКС60 аутоматска машина за сечење и скидање каблова ЕСЦ-БКС300 Аутоматска машина за сечење и скидање каблова ЕСЦ-БКС16 Машина за сечење жице ЕСЦ-БКС20СФ Машина за сечење и скидање равне дупле жице АЦЦ-101 Аутоматска машина за пресовање терминала са једном главом АЦЦ-102А Потпуно аутоматска машина за пресовање терминала (оба краја) АЦЦ-102Б Аутоматска машина за пресовање са дуплим терминалима АЦЦ-105 Потпуно аутоматска машина за лим са једном главом АЦЦ-106 Потпуно аутоматска 5-жична машина за лимарију са једном главом АЦЦ-202Уп потпуно аутоматски резање, трака, прешање, уметање и топлотну машину за топлину топлоту АЦЦ-308Б Аутоматска машина за калајисање Машина за лемљење са обе стране АЦЦ-208 Потпуно аутоматска машина за пресовање (оба краја) АЦЦ-508 Потпуно аутоматска машина за увртање, лемљење и пресовање АЦЦ-608 Потпуно аутоматска машина за резање и пресовање равних каблова
АЦЦ-101 Аутоматска машина за пресовање терминала са једном главом АЦЦ-102А Потпуно аутоматска машина за пресовање терминала (оба краја) АЦЦ-102Б Аутоматска машина за пресовање са дуплим терминалима АЦЦ-105 Потпуно аутоматска машина за лим са једном главом АЦЦ-106 Потпуно аутоматска 5-жична машина за лимарију са једном главом АЦЦ-202Уп потпуно аутоматски резање, трака, прешање, уметање и топлотну машину за топлину топлоту АЦЦ-308Б Аутоматска машина за калајисање Машина за лемљење са обе стране АЦЦ-208 Потпуно аутоматска машина за пресовање (оба краја) АЦЦ-508 Потпуно аутоматска машина за увртање, лемљење и пресовање АЦЦ-608 Потпуно аутоматска машина за резање и пресовање равних каблова ХСМ-60 машина за обраду топлоскупљајућих цеви ХСМ-70 машина за обраду топлоскупљајућих цеви ХДМ-80Б машина за обраду топлоскупљајућих цеви ХСМ-90 Машина за обраду топлоскупљајућих цеви ХСМ-25М машина за обраду топлоскупљајућих цеви ХСМ-120 Машина за грејање термоскупљајућих цеви ХСМ-160 Машина за обраду топлоскупљајућих цеви ХДМ-80А машина за грејање термоскупљајућих цеви ХСМ-260Е машина за обраду затворених термоскупљајућих цеви ХСМ-260О Отворена машина за обраду топлоскупљајућих цеви ХСМ-20 Интелигентна машина за обраду топлоскупљајућих цеви
ХСМ-60 машина за обраду топлоскупљајућих цеви ХСМ-70 машина за обраду топлоскупљајућих цеви ХДМ-80Б машина за обраду топлоскупљајућих цеви ХСМ-90 Машина за обраду топлоскупљајућих цеви ХСМ-25М машина за обраду топлоскупљајућих цеви ХСМ-120 Машина за грејање термоскупљајућих цеви ХСМ-160 Машина за обраду топлоскупљајућих цеви ХДМ-80А машина за грејање термоскупљајућих цеви ХСМ-260Е машина за обраду затворених термоскупљајућих цеви ХСМ-260О Отворена машина за обраду топлоскупљајућих цеви ХСМ-20 Интелигентна машина за обраду топлоскупљајућих цеви ЦС-9070 Машина за сечење оклопа високог напона каблова ФС-9053 Машина за савијање штитника каблова АЦС-9100 Машина за обраду оклопа каблова АЦС-9200 Аутоматски систем за обраду оклопа каблова АЦС-9300 Аутомобилска машина за обраду каблова високог напона АЦС-9500 Машина за обраду каблова високог напона ФЦ-9312 Машина за сечење алуминијумске фолије ЦС-9120 Машина за скидање каблова
ЦС-9070 Машина за сечење оклопа високог напона каблова ФС-9053 Машина за савијање штитника каблова АЦС-9100 Машина за обраду оклопа каблова АЦС-9200 Аутоматски систем за обраду оклопа каблова АЦС-9300 Аутомобилска машина за обраду каблова високог напона АЦС-9500 Машина за обраду каблова високог напона ФЦ-9312 Машина за сечење алуминијумске фолије ЦС-9120 Машина за скидање каблова СТБ-10 аутоматска машина за паковање на траку СТБ-50 Стона машина за спајање СТБ-60 Машина за спајање лепљиве траке СТБ-55 Десктоп машина за спајање трака СТЦ-50 аутоматска машина за сечење траке СТП-Б ручна машина за лепљење траком СТП-Ф ручна машина за умотавање траке са литијумском батеријом СТП-Ц аутоматска машина за лепљење жице СТП-Д аутоматска машина за умотавање траке СТП-АС аутоматска машина за спајање трака
СТБ-10 аутоматска машина за паковање на траку СТБ-50 Стона машина за спајање СТБ-60 Машина за спајање лепљиве траке СТБ-55 Десктоп машина за спајање трака СТЦ-50 аутоматска машина за сечење траке СТП-Б ручна машина за лепљење траком СТП-Ф ручна машина за умотавање траке са литијумском батеријом СТП-Ц аутоматска машина за лепљење жице СТП-Д аутоматска машина за умотавање траке СТП-АС аутоматска машина за спајање трака ЦМЦВ-200Т Аутоматска машина за намотавање жице са функцијом бројача Десктоп машина за аутоматско бројање мерача за намотавање и везивање ЦМЦВ-300Ф Подна машина за аутоматско намотавање жице са функцијом бројача Подна машина за бројање каблова за намотавање и спајање жица ВТ-645С Аутоматска машина за намотавање и везивање жице са функцијом сортирања Аутоматска машина за намотавање жице са функцијом сортирања Аутоматска машина за намотавање и везивање жице
ЦМЦВ-200Т Аутоматска машина за намотавање жице са функцијом бројача Десктоп машина за аутоматско бројање мерача за намотавање и везивање ЦМЦВ-300Ф Подна машина за аутоматско намотавање жице са функцијом бројача Подна машина за бројање каблова за намотавање и спајање жица ВТ-645С Аутоматска машина за намотавање и везивање жице са функцијом сортирања Аутоматска машина за намотавање жице са функцијом сортирања Аутоматска машина за намотавање и везивање жице





