Аналіз застосування автомобільного алюмінієвого живлення
Висока щільність та вартість традиційних мідних проводів у автомобілях спонукали галузь шукати альтернативні матеріали для досягнення зниження витрат та легкої ваги. Алюміній став ідеальною заміною міді завдяки його хорошій провідності, низькій щільності та низькій вартості, але він також має такі проблеми, як низька міцність та легке окислення. Стаття зосереджена на автомобільних автомобільних кабелях потужності та глибоко досліджує технічні труднощі, які потрібно вирішити при заміні міді алюмінієм, включаючи провідність, міцність, повзучість стиснення, окислення та відмінності в коефіцієнтах термічного розширення. Аналізуючи міжнародні стандарти автомобільного дроту, було проведено техніко-економічне обґрунтування заміни міді алюмінієм, і було запропоновано конкретне технічне рішення: використання 1 серії чистого алюмінієвого дроту з більшою областю поперечного перерізу для заміни мідного дроту, дотримуючись принципу еквівалентної стійкості; Забезпечення двох розчинів проводів та термінальних з'єднань: зварювання тертя та ультразвукове зварювання та використання трубки з подвійною стінкою клейової термічної зменшення для герметизації. У статті надається новий шлях з еталонною вартістю для автомобільних компаній для досягнення зниження витрат та легкої ваги.
Автомобільні джгути проводяться по всьому тілу автомобіля. Традиційні дроти виготовляються з високоочистої електролітичної міді, що підробляються, намальовані та залежать від спеціальних процесів. Через високу щільність міді загальна вага джгута проводки транспортного засобу перевищує 20 кг, а вартість висока, що приносить тиск витрат підприємствам. З цією метою галузь активно вивчає альтернативні матеріали для мідних проводів для досягнення цілей зменшення витрат та легкої ваги. Серед загальних провідних матеріалів алюміній є ідеальним замінником. Він має хорошу провідність, поступаючись лише міддю серед загально використовуваних металів і має легку вагу. Його щільність становить близько 30% міді, а її вартість становить лише 20% ~ 30% міді, але у неї є проблеми, такі як низька міцність та легке окислення. У цій статті пропонується довідкове технічне рішення для заміни міді алюмінієм для автомобільних силових кабелів великого перерізу.
1.Технічні проблеми, які потрібно вирішити при заміні міді алюмінієм
Алюміній перевершує мідь за вартістю та якістю, і став гарячою точкою для зниження витрат та легких досліджень в автомобільних компаніях. Однак алюміній, що замінює мідь, все ще стикається з деякими технічними труднощами.
1) Провідність алюмінію поступається міді. Якщо проблема вирішується за рахунок збільшення площі поперечного перерізу алюмінієвого дроту, специфікацію алюмінієвого дроту потрібно збільшити на 1 ~ 2 рівні, що зробить джгут алюмінієвого дроту більшим, ніж джгут мідного дроту. Простір встановлення та радіус згинання потрібно враховувати при організації джгута.
2) Алюміній має низьку міцність. Механічна міцність становить лише 1 / 3 від міді, і її легко зламати під час обтиску. Коли автомобіль їде, дріт вібрує і його легко зламати, тому силу алюмінієвого дроту потрібно збільшити.
3) Алюміній має значне явище стиснення повзучості. Приблизно на 80 ℃ повзучість посилюється під тиском, в той час як мідь повинна бути вище 230 ℃, щоб показати певну ступінь стискаючого повзучості. Характеристики стиснення алюмінію спричинить точку з'єднання, щоб послабитися з змінами температури та часом після того, як термінал обтисається, що впливає на електричну продуктивність дроту.
Тому технологія з'єднання з алюмінієвим посередником вимагає спеціальної конструкції для забезпечення надійних електричних показників протягом усього життєвого циклу продукту.
4) Алюміній хімічно активний. Він легко окислюється при вплиді на повітря, утворюючи щільну і тверду плівку оксиду алюмінію. Оксид алюмінію має сильні ізоляційні властивості і впливатиме на провідність алюмінієвих проводів. Коли алюміній контактує з мідними клемами у вологому та напруженому середовищі, легко утворити гальванічну реакцію, що спричиняє електрохімічну корозію при з'єднанні та кодуючи алюмінієвий провідник. Цієї ситуації слід уникати.
5) Алюміній та мідь мають різні коефіцієнти теплового розширення. Після тривалого чергування гарячого та холодного, з'єднання легко послабити, що впливає на надійність точки з'єднання.
2. Аналіз економіки та технічні рішення алюмінію, що замінює мідь
1) Аналіз техніко -економічного обґрунтування
У міжнародному масштабі є три основні стандарти автомобільного дроту: американський, японський та європейський. Завдяки глобальній інтеграції промислових технологій в автомобільну промисловість, проводні стандарти різних країн поступово наближаються до серії міжнародних стандартів ISO. В даний час більшість вітчизняних виробників автомобілів використовують мідні дроти та дотримуються міжнародних стандартів ISO 19642-5 та ISO 6722-1. Ці два стандарти мають подібні технічні вимоги до автомобільних проводів мідного ядра, і обидва визначають опір, витримують напругу та інші характеристики проводів. Серед них ISO 19642-5 має більш детальні вимоги до виконання дроту.
Іноземні алюмінієві проводи використовуються в промислових програмах щонайменше 30 років. Вони вперше були використані в авіаційній галузі і почали використовуватися в автомобільній галузі на початку 21 століття. У 2013 році було випущено офіційний міжнародний стандарт ISO 6722-2 для автомобільних алюмінієвих проводів, а в 2019 році було випущено аналогічний ISO 19642-6. Міжнародні стандарти ISO 19642-6 та ISO 6722-2 забезпечують технічні вимоги до діаметра провідника, опору, опору обсягу ізоляції тощо. Два стандарти схожі за вмістом, а ISO 19642-6 має більш детальні вимоги до виконання автомобільних алюмінієвих провідників. Тому проект схеми потрібно всебічно розглянути ці два міжнародні стандарти.
Алюмінієві провідники повинні бути еквівалентними провідникам міді та відповідати трьома пунктам: по -перше, вони повинні гарантувати, що вони мають подібні провідності та інші властивості до замінених мідних провідників, гарантуючи, що функція початкової схеми в основному підтримується під час заміни матеріалу провідника; По -друге, запобігайте окисленню алюмінієвого дроту; По-третє, досягайте надійного зв’язку між алюмінієвим дротом та клемами, оскільки алюмінієвий матеріал має низьку твердість і може втома і розрив після згинання, обмотки та високочастотної вібрації.
2) Альтернативи для провідників лінії електропередач
Порівнюючи міжнародні стандарти ISO 19642-5 та ISO 6722-1 для провідників міді, і ISO 19642-6 та ISO 6722-2 для алюмінієвих провідників, можна побачити, що коли опір схожий, алюмінієвий провідник потребує більшої специфікації для досягнення провідності, подібної до міді провідника.
Європейський алюмінієвий та алюмінієвий композиційний стандарт EN 573-3: 2003 передбачає, що алюміній та алюмінієві сплави можна розділити на 8 серій. Серед них серія 1 - це чистий алюмінієвий дріт із вмістом алюмінію понад 99%; Серія 2 до 8 алюмінієвих сплавів-це нові композитні сплави на основі алюмінію, розроблені шляхом додавання різних пропорцій Si, Fe, Cu, Mg, Mn, нанокераміки та вуглецевих наноматеріалів чистому алюмінію. Матриця-це тепло-обробка зміцнена сплав. За умови забезпечення певної провідності міцність на розрив алюмінієвого сплаву максимізована, забезпечуючи при цьому достатнє подовження.
Характеристики 1 серії чистого алюмінієвого дроту - це висока провідність, хороша теплопровідність, міцність на розрив 60 ~ 110mpa та подовження провідника більше 12%. Це найпоширеніший алюмінієвий провідник для автомобільних кабелів. Цей ступінь алюмінієвого дроту підходить для шнурів живлення великого діаметру.
Підводячи підсумок, принцип еквівалентної стійкості може бути дотриманий для заміни мідного дроту чистою алюмінієвою дротом на більшу область поперечного перерізу, а опір проводів до і після заміни є однаковим або закритовим. Наприклад, область поперечного перерізу вихідного мідного дроту становить 35 мм2, а максимальний опір провідника на одиницю довжини при 20 ℃-0,527 МОм / m. Специфікація алюмінієвого провідника з найближчим параметром опору потрібно збільшити до 60 мм2. У цей час максимальний опір провідника на одиницю довжини при 20 ℃ становить 0,525 МОм / m.
3) Схема підключення між проводами та клемами
①friction Welding Soluting
Технологія зварювання тертя виникла більше ста років тому. Він використовує тепло, що утворюється тертям контактної поверхні заготовки, щоб зробити заготовку пластично деформу під тиском, тим самим досягаючи зварювання. Ця технологія широко використовується в громадянських та аерокосмічних галузях.
Обладнання приводить заготовку, щоб генерувати багато тепла за допомогою тертя, що знижує твердість металу, покращує пластичність, робить атоми металу дифузними та прохолодними та кристалізуються один з одним, утворюючи твердий фрикційний зварювальний суглоб. У той же час, високошвидкісне тертя руйнує оксидну плівку на поверхні металу та покращує провідність зварного суглоба. Порівняно з традиційним зварюванням Fusion, зварювання тертя має такі характеристики: по -перше, зварений суглоб має високу міцність, стабільну якість, хорошу консистенцію компонентів, а міцність суглоба еквівалентна потужності батьківського матеріалу; По-друге, він є енергозберігаючим та екологічно чистим, без необхідності зварювальних стрижнів та захисних газів, в процесі зварювання не генерується токсичні або шкідливі гази, а обладнання споживає мало енергії; По -третє, зварювання тертя може досягти зварювання різних матеріалів, суглоб не має порів або включення, і електрохімічна корозія не відбувається.
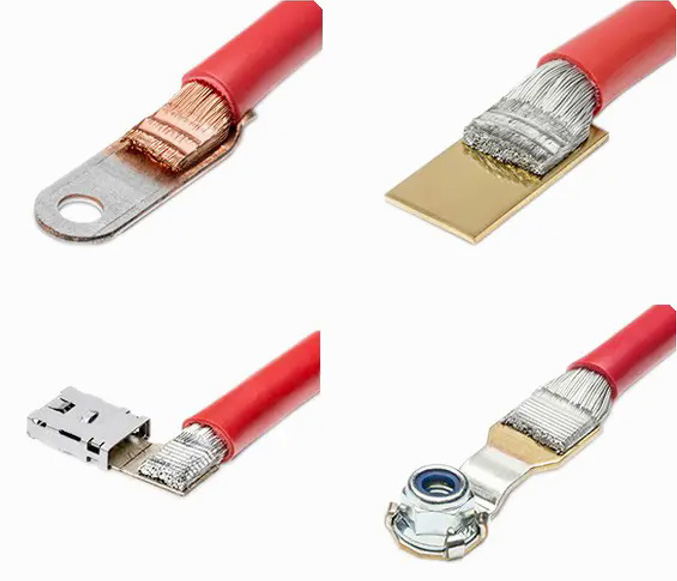
У цьому розчині композитний клем з мідним алюмінієвим композицією "L" приймає процес зварювання обертового тертя для з'єднання мідної пластини кінця та циліндра з чистого алюмінію. Ковна мідна плита використовується для збирання до акумулятора або закваски. Він виготовлений з латуні, має високу міцність, під час встановлення непросто, і поверхнева кріплення може полегшити електрохімічну корозію, спричинену контактом між латунь та корпусом автомобіля. Циліндр хвоста чистого алюмінію - це стовпчаста порожниста структура, яка використовується для з'єднання алюмінієвого провідника. Після того, як алюмінієвий провідник поміщається в чистий алюмінієвий циліндр за спеціальним обладнанням, його обтисають шляхом кування обладнання. Чистий алюмінієвий дріт та чистий алюмінієвий циліндр виготовлені з одного і того ж матеріалу і мають однаковий коефіцієнт теплового розширення, що може уникнути перелому втоми, коли високі та низькі температури чергуються через різницю коефіцієнта термічного розширення.

Перевагами цього рішення є: підроблена мідна пластина може відповідати вимогам складання, а алюмінієва трубка, що з'єднує алюмінієвий провід, може уникнути перелому втоми, спричиненого різним коефіцієнтом теплового розширення традиційного мідного терміналу, і алюмінієвого провідника, який не вирішує лише проблему термінальної міцності встановлення, але й вирішує проблему між алюмінором та провідним провідником.
Після з'єднання клеми з алюмінієвим провідником подвійна стінка термічна трубка з клеєм може використовуватися для герметизації. Трубка термічної зменшення має ізоляцію, резистентність до корозії та стійкість до зносу. Після нагрівання спеціальним обладнанням зовнішня стінка стискається, а твердий клей на внутрішній стінці тане в рідкий клей, покриваючи частину кінцевого з'єднання та поверхню дротяної ізоляційної шкіри. Після охолодження та затвердіння він може досягти герметичної та корозії та запобігти окислювальній корозії на суглобі.
②ultrasonic зварювання
Починаючи з 1980 -х років, для зварювання дротяного джгута застосовується ультразвукова технологія зварювання металів, використовуючи енергію вібрації ультразвукової частоти для реорганізації структури молекулярної решітки металу та з'єднують однакові або різні метали. Зварений суглоб досягає металургійного зв’язку без розплавлення батьківського матеріалу, який належить до твердотільного зварювання і може ефективно уникнути розбризкування та окислення звичайного зварювання.
Ультразвукова технологія зварювання широко використовується для з'єднання проводів і проводів, проводів та клем. Процес зварювання швидкий, і параметри процесу можна контролювати протягом усього процесу. Зварений суглоб - це чистий металевий з'єднувач, на який не легко впливають старіння, повзуча і втома. З'єднання тверда, надійність висока, а контактний опір низький.
Ця технологія може з'єднати однакові або різні матеріали, такі як мідь та алюміній. Оскільки метал безпосередньо зварений, додаткового припою або потоку не потрібно. Крім того, ультразвукове зварювання має низький тепловий напруження на матеріал і в основному не змінює властивості зварного матеріалу та навколишніх матеріалів. Ультразвукове зварювання має простий процес, високу міцність на суглоб, хорошу провідність та широкий спектр специфікацій провідника, які можна зварювати. Провідники з площею поперечного перерізу 160 мм2 або навіть більшими можуть бути зварені. Подібно до технології зварювання тертя, ультразвукова технологія зварювання підходить для підключення різних матеріалів та форм, таких як мідь та алюміній, дріт та плита, і широко використовується в проводній та кабельній промисловості. Тому в цьому рішенні використовуються латунні клеми, які з'єднані з чистими алюмінієвими провідниками за допомогою ультразвукової технології зварювання, і обтисаються та фіксуються кігтями на кінцях клем для підвищення надійності з'єднання. Аналогічно, для ущільнення з'єднання для запобігання окислювальної корозії на суглобі може використовуватися двостінна стінка клейової термічної обробки.
3. Короткий зміст
Виходячи з поточної ситуації з високою вартістю та великою масою автомобільних мідних проводів, цей документ вивчає стандарти продуктивності мідних та алюмінієвих проводів, і пропонує технічне рішення для заміни мідних проводів алюмінієвими проводами, що забезпечує новий спосіб підприємств для зменшення витрат та зменшення ваги.

 Автоматична машина для різання трубки EC-6100 Автоматична різниця EC-6800 Automatic Hot різання EC-6100H Машина для різання гофрованих труб EC-830 Автоматична машина для різання кабелю та труб EC-6500 Автоматична кабельно-різальна машина EC-810 Автоматична ротаційна ріжуча машина EC-850X Машина для різання гофрованих труб EC-821 Багатофункціональна автоматична різальна машина EC-890 EC-870 Високосмугова автоматична різниця трубки Автоматична різниця EC-816 Високошвидкісна машина для різання EC-823 Автоматична машина для різання кабелю EC-805 Машина для різання гофрованих труб EC-860 Автоматична машина для різання труб EC-830F з системою годування Автоматична машина для різання кабелю та труб EC-3100
Автоматична машина для різання трубки EC-6100 Автоматична різниця EC-6800 Automatic Hot різання EC-6100H Машина для різання гофрованих труб EC-830 Автоматична машина для різання кабелю та труб EC-6500 Автоматична кабельно-різальна машина EC-810 Автоматична ротаційна ріжуча машина EC-850X Машина для різання гофрованих труб EC-821 Багатофункціональна автоматична різальна машина EC-890 EC-870 Високосмугова автоматична різниця трубки Автоматична різниця EC-816 Високошвидкісна машина для різання EC-823 Автоматична машина для різання кабелю EC-805 Машина для різання гофрованих труб EC-860 Автоматична машина для різання труб EC-830F з системою годування Автоматична машина для різання кабелю та труб EC-3100 CS-4507 Багатофункціональна машина для зачистки дроту Пневматична машина для зачистки проводів UniStrip 2016 UniStrip 2018E Машина для зачистки проводів з електричних кабелів CS-5507 Автоматична машина для зачистки коаксіального кабелю CS-5515 Автоматична машина для зачистки коаксіального кабелю CS-400 Машина для зачистки екрану кабелю Напівавтоматична машина для зачистки кабелю з ротаційним лезом Машина для зачистки проводів коаксіального кабелю CS-2486
CS-4507 Багатофункціональна машина для зачистки дроту Пневматична машина для зачистки проводів UniStrip 2016 UniStrip 2018E Машина для зачистки проводів з електричних кабелів CS-5507 Автоматична машина для зачистки коаксіального кабелю CS-5515 Автоматична машина для зачистки коаксіального кабелю CS-400 Машина для зачистки екрану кабелю Напівавтоматична машина для зачистки кабелю з ротаційним лезом Машина для зачистки проводів коаксіального кабелю CS-2486 Машина для обтиску клем UniCrimp TM-20 TM-20S Автоматична машина для обтиску проводів Машина для обтиску клем ТМ-200 Зареєстрована машина для обтиску TM-10p TM-E140 Клемна смуга для попередньої ізоляції та машина для обжиму TM-E140S Автоматична обтискна машина для зачистки проводів Пневматична машина для обтиску TM-P300 Машина для обтиску електричних клем TM-E116 Пневматичний обтискний верстат TM-P120 Пневматичний аплікатор для гофрування SAT-AS6P Механічний аплікатор для гофрування SAT-MS6 Аплікатор для обтискання бічної подачі Аплікатор для обтискання заднього терміналу подачі Аплікатор для обтиску клем Flag Обжимний аплікатор для ізольованих клем Інтелектуальна машина для обтиску клем сервосистеми серії TM Механічний аплікатор SAT-MS5 OTP Автоматична машина для обтиску клем ТМ-25М TM-CS6 Надбезшумна машина для обтиску мідних стрічок
Машина для обтиску клем UniCrimp TM-20 TM-20S Автоматична машина для обтиску проводів Машина для обтиску клем ТМ-200 Зареєстрована машина для обтиску TM-10p TM-E140 Клемна смуга для попередньої ізоляції та машина для обжиму TM-E140S Автоматична обтискна машина для зачистки проводів Пневматична машина для обтиску TM-P300 Машина для обтиску електричних клем TM-E116 Пневматичний обтискний верстат TM-P120 Пневматичний аплікатор для гофрування SAT-AS6P Механічний аплікатор для гофрування SAT-MS6 Аплікатор для обтискання бічної подачі Аплікатор для обтискання заднього терміналу подачі Аплікатор для обтиску клем Flag Обжимний аплікатор для ізольованих клем Інтелектуальна машина для обтиску клем сервосистеми серії TM Механічний аплікатор SAT-MS5 OTP Автоматична машина для обтиску клем ТМ-25М TM-CS6 Надбезшумна машина для обтиску мідних стрічок Машина для різання та зачистки дроту ESC-BX1 Машина для різання та зачистки дроту ESC-BX4 ESC-BX30 Автоматична машина для різання та зачистки великого кабелю ESC-BX30S Автоматична машина для різання та зачистки кабелю з оболонкою ESC-BX30SNY Автоматична роторна машина для зачистки кабелю Машина для різання та зачистки дроту ESC-BX6 Машина для різання та зачистки дроту ESC-BX7 ESC-BX8S Машина для різання та зняття оболонки кабелю Машина для різання та зачистки дроту ESC-BX8PR Автоматична машина для різання та зачистки ESC-BX9 ESC-BX30SC Автоматична машина для різання та зачистки кабелю Автоматична машина для різання та зачистки ESC-BX120 MultiFunction Multifunction Cable Machine ESC-BX35R ESC-BX120S Багатожильна машина для різання та зачистки кабелю Автоматична машина для різання та зачистки кабелю ESC-BX60 ESC-BX300 Автоматична машина для різання та зачистки кабелю Машина для зачистки дроту ESC-BX16 ESC-BX20SF Машина для різання та зачистки плоского здвоєного дроту
Машина для різання та зачистки дроту ESC-BX1 Машина для різання та зачистки дроту ESC-BX4 ESC-BX30 Автоматична машина для різання та зачистки великого кабелю ESC-BX30S Автоматична машина для різання та зачистки кабелю з оболонкою ESC-BX30SNY Автоматична роторна машина для зачистки кабелю Машина для різання та зачистки дроту ESC-BX6 Машина для різання та зачистки дроту ESC-BX7 ESC-BX8S Машина для різання та зняття оболонки кабелю Машина для різання та зачистки дроту ESC-BX8PR Автоматична машина для різання та зачистки ESC-BX9 ESC-BX30SC Автоматична машина для різання та зачистки кабелю Автоматична машина для різання та зачистки ESC-BX120 MultiFunction Multifunction Cable Machine ESC-BX35R ESC-BX120S Багатожильна машина для різання та зачистки кабелю Автоматична машина для різання та зачистки кабелю ESC-BX60 ESC-BX300 Автоматична машина для різання та зачистки кабелю Машина для зачистки дроту ESC-BX16 ESC-BX20SF Машина для різання та зачистки плоского здвоєного дроту ACC-101 Автоматична машина для обтиску клем з однією головкою Повністю автоматична машина для обтиску клем ACC-102A (обидва кінці) ACC-102B Автоматична машина для обтиску подвійних клем ACC-105 Повністю автоматична машина для олов’яної банки з однією головкою ACC-106 Повністю автоматична 5-дротова машина для олов’яної банки з однією головкою ACC-202UP Повністю Автоматична вирізання, смуга, обтиск, вставка та теплова машина з тепло-сорочкою ACC-308B AutomaticTinning Machine Паяльна машина для обох сторін ACC-208 Повністю автоматична обтискна машина (обидва кінці) ACC-508 Повністю автоматична машина для скручування, паяння та обтиску ACC-608 Повністю автоматична машина для розрізання та обжиму плоского кабелю
ACC-101 Автоматична машина для обтиску клем з однією головкою Повністю автоматична машина для обтиску клем ACC-102A (обидва кінці) ACC-102B Автоматична машина для обтиску подвійних клем ACC-105 Повністю автоматична машина для олов’яної банки з однією головкою ACC-106 Повністю автоматична 5-дротова машина для олов’яної банки з однією головкою ACC-202UP Повністю Автоматична вирізання, смуга, обтиск, вставка та теплова машина з тепло-сорочкою ACC-308B AutomaticTinning Machine Паяльна машина для обох сторін ACC-208 Повністю автоматична обтискна машина (обидва кінці) ACC-508 Повністю автоматична машина для скручування, паяння та обтиску ACC-608 Повністю автоматична машина для розрізання та обжиму плоского кабелю Машина для обробки термозбіжних труб HSM-60 Машина для обробки термозбіжних труб HSM-70 Машина для обробки термозбіжних труб HDM-80B Машина для обробки термозбіжних труб HSM-90 Машина для обробки термозбіжних труб HSM-25M Машина для нагрівання термозбіжних труб HSM-120 Машина для обробки термозбіжних труб HSM-160 Машина для нагрівання термозбіжної трубки HDM-80A Машина для обробки закритих термоусадочних труб HSM-260E HSM-260O відкрита машина для обробки термозбіжних труб Інтелектуальна машина для обробки термозбіжних труб HSM-20
Машина для обробки термозбіжних труб HSM-60 Машина для обробки термозбіжних труб HSM-70 Машина для обробки термозбіжних труб HDM-80B Машина для обробки термозбіжних труб HSM-90 Машина для обробки термозбіжних труб HSM-25M Машина для нагрівання термозбіжних труб HSM-120 Машина для обробки термозбіжних труб HSM-160 Машина для нагрівання термозбіжної трубки HDM-80A Машина для обробки закритих термоусадочних труб HSM-260E HSM-260O відкрита машина для обробки термозбіжних труб Інтелектуальна машина для обробки термозбіжних труб HSM-20 CS-9070 Машина для різання екрана високовольтного кабелю Машина для складання екрану кабелю FS-9053 Машина для обробки екрану кабелю ACS-9100 Автоматична система обробки екрану кабелю ACS-9200 ACS-9300 Машина для обробки автомобільних високовольтних кабелів Машина для обробки високовольтних кабелів ACS-9500 Машина для різання алюмінієвої фольги FC-9312 Машина для зачистки кабелю CS-9120
CS-9070 Машина для різання екрана високовольтного кабелю Машина для складання екрану кабелю FS-9053 Машина для обробки екрану кабелю ACS-9100 Автоматична система обробки екрану кабелю ACS-9200 ACS-9300 Машина для обробки автомобільних високовольтних кабелів Машина для обробки високовольтних кабелів ACS-9500 Машина для різання алюмінієвої фольги FC-9312 Машина для зачистки кабелю CS-9120 Автоматична машина для пакетів автоматичної стрічки STB-10 STB-50 Настільна машина комплектування Машина для склеювання клейкої стрічки STB-60 STB-55 Настільна машина для комплектування стрічок Автоматична стрічкорізальна машина STC-50 STP-B ручна стрічкова машина STP-F Ручна машина для обмотування стрічкою літієвої батареї Автоматична машина для намотування дроту STP-C Автоматична машина для обмотування стрічкою STP-D STP-AS Автоматична машина для складання стрічок
Автоматична машина для пакетів автоматичної стрічки STB-10 STB-50 Настільна машина комплектування Машина для склеювання клейкої стрічки STB-60 STB-55 Настільна машина для комплектування стрічок Автоматична стрічкорізальна машина STC-50 STP-B ручна стрічкова машина STP-F Ручна машина для обмотування стрічкою літієвої батареї Автоматична машина для намотування дроту STP-C Автоматична машина для обмотування стрічкою STP-D STP-AS Автоматична машина для складання стрічок Автоматична машина для намотування дроту CMCW-200T із функцією лічильника Настільна автоматична машина для намотування та обмотування лічильників CMCW-300F Автоматична машина для намотування дроту підлогового типу з функцією лічильника Машина для згортання та зв’язування кабелю, що стоїть на підлозі, для підрахунку кабелю Автоматична машина для намотування та зв’язування дроту WT-645S із функцією сортування Автоматична машина для намотування дроту з функцією сортування Автоматична машина для намотування та зв'язування дроту
Автоматична машина для намотування дроту CMCW-200T із функцією лічильника Настільна автоматична машина для намотування та обмотування лічильників CMCW-300F Автоматична машина для намотування дроту підлогового типу з функцією лічильника Машина для згортання та зв’язування кабелю, що стоїть на підлозі, для підрахунку кабелю Автоматична машина для намотування та зв’язування дроту WT-645S із функцією сортування Автоматична машина для намотування дроту з функцією сортування Автоматична машина для намотування та зв'язування дроту





