אַפּלאַקיישאַן אַנאַליסיס פון ויטאָמאָביל אַלומינום מאַכט קאַבלע
די הויך געדיכטקייַט און קאָסטן פון טראדיציאנעלן קופּער ווירעס אין אַוטאָמאָבילעס האָבן פּראַמפּטיד די אינדוסטריע צו זוכן אַ אָלטערנאַטיוו מאַטעריאַלס צו דערגרייכן קאָסטן רעדוקציע און לייטווייט. אַלומינום איז געווארן אַן אידעאל פאַרטרעטער פֿאַר קופּער רעכט צו זייַן גוטע קאַנדאַקטיוואַטי, נידעריק געדיכטקייַט און נידעריק קאָסטן, אָבער עס אויך האט פּראָבלעמס אַזאַ ווי נידעריק שטאַרקייט און גרינג אַקסאַדיישאַן. דער אַרטיקל פאָוקיסיז אויף גרויס-אָפּטיילונג אָטאַמאָוטיוו מאַכט קייבאַלז און דיפּלי יקספּלאָרז די טעכניש שוועריקייטן וואָס ריפּלייסט קופּער מיט אַלומינום, אַרייַנגערעכנט קאַנדאַקטיווז, קאַמפּרעסיוו קריכן, אַקסאַדיישאַן און דיפעראַנסיז אין טערמאַל יקספּאַנשאַן קאָואַפּיר. דורך אַנאַלייזינג אינטערנאַציאָנאַלע אָטאַמאָוטיוו דראָט סטאַנדאַרדס, אַ פיזאַבילאַטי לערנען אויף די פאַרבייַט פון קופּער מיט די קופּער מיט אַלומינום איז געווען געפירט און אַ גרעסערע קרייז-סעקשאַנאַל געגנט צו פאַרבייַטן קופּער דראָט, נאָך דעם פּרינציפּ קעגנשטעל; ווייַטערדיק קעגנשטעל צו עקוויוואַלענט. פּראַוויידינג צוויי דראָט און וואָקזאַל פֿאַרבינדונג סאַלושאַנז: קעסאַמשאַן וועלדינג און אַלטראַסאַניק וועלדינג, און מיט טאָפּל וואָלד קלעפּיק היץ ייַנשרומפּן טובינג פֿאַר סילינג. דער אַרטיקל גיט אַ נייַע דרך מיט דערמאָנען ווערט פֿאַר אָטאַמאָוטיוו קאָמפּאַניעס צו דערגרייכן קאָסטן רעדוקציע און לייטווייט.
אָטאַמאָוטיוו וויירינג כאַרנאַסיז זענען אַלע איבער די מאַשין גוף. טראַדיציאָנעל ווירעס זענען געמאכט פון הויך-ריינקייַט ילעקטראַליטיק קופּער פאָרדזשד, ציען און כינדזשד דורך ספּעציעל פּראַסעסאַז. רעכט צו דער קופּער געדיכטקייַט, די גאַנץ וואָג פון די כילייד כאַרנאַס יקסידז 20 קג און די קאָס זענען הויך, וואָס ברענגט קאָסטן דרוק צו ענטערפּריסעס. צו דעם סוף, די אינדוסטריע איז אַקטיוולי יקספּלאָרינג אָלטערנאַטיוו מאַטעריאַלס פֿאַר קופּער ווירעס צו דערגרייכן די גאָולז פון קאָסטן רעדוקציע און לייטווייט. צווישן פּראָסט אָנפירער מאַטעריאַלס, אַלומינום איז אַן אידעאל פאַרטרעטער. עס האט גוט קאַנדאַקטיוואַטי, רגע בלויז צו קופּער צווישן קאַמאַנלי געוויינט מעטאַלס און איז ליכט אין וואָג. זיין געדיכטקייַט איז וועגן 30% פון קופּער און די פּרייַז איז בלויז 20% ~ 30% פון קופּער, אָבער עס האט פּראָבלעמס אַזאַ ווי נידעריק שטאַרקייט און גרינג אַקסאַדיישאַן. דער אַרטיקל לייגט אַ רעפֿערענץ טעכניש לייזונג פֿאַר ריפּלייסינג קופּער מיט אַלומינום פֿאַר גרויס-אָפּטיילונג אָטאַמאָוטיוו מאַכט קייבאַלז.
1. טעטשניקאַל ישוז וואָס דאַרפֿן צו זיין סאַלווד ווען ריפּלייסינג קופּער מיט אַלומינום
אַלומינום איז העכער ווי קופּער אין קאָס און קוואַליטעט, און איז געווארן אַ הייס אָרט פֿאַר קאָסטן רעדוקציע און לייטווייט פאָרשונג אין ויטאָמאָביל קאָמפּאַניעס. אָבער, אַלומינום ריפּלייסינג קופּער נאָך פנימער עטלעכע טעכניש שוועריקייטן.
1) די קאַנדאַקטיוואַטי פון די אַלומינום איז ערגער צו קופּער. אויב די פּראָבלעם איז סאַלווד דורך ינקריסינג די קרייַז-סעקשאַנאַל שטח פון אַלומינום דראָט, די אַלומינום דראָט ספּעסיפיקאַטיאָן דאַרף זיין געוואקסן דורך 1 ~ 2 לעוועלס, וואָס וועט מאַכן די אַלומינום דראָט כאַרננאַס גרעסער ווי די קופּער דראָטהערנאַס. די ינסטאַלירונג פּלאַץ און בייגן ראַדיוס דאַרפֿן צו זיין קאַנסידערד ווען עריינדזשינג די כאַרניס.
2) אַלומינום האט נידעריק שטאַרקייט. די מעטשאַניקאַל שטאַרקייַט איז בלויז 1 / 3 פון קופּער, און עס איז גרינג צו זיין צעבראכן בעשאַס קרימפּינג. ווען די מאַשין איז דרייווינג, די דראָט ווייברייץ און עס איז גרינג צו ברעכן, אַזוי די שטאַרקייט פון די אַלומינום דראָט דאַרף זיין געוואקסן.
3) אַלומינום האט באַטייַטיק קאַמפּרעסיוו קריכן דערשיינונג. ביי אַרום 80 ℃, די קריכן ינטענסאַפייז אונטער דרוק, בשעת קופּער דאַרף זיין העכער 230 ℃ צו ווייַזן אַ זיכער קאַמפּרעסערי פון קאַמפּרעסערי. די קאַמפּרעסיוו קריכן קעראַקטעריסטיקס פון אַלומינום וועט פאַרשאַפן די פֿאַרבינדונג פונט צו לוסאַן מיט לוסאַן מיט טעמפּעראַטור ענדערונגען און צייט נאָך דעם וואָקזאַל איז קרימינאַל איז קרימאַל קראַפּט, אַפעקטינג די עלעקטריקאַל פאָרשטעלונג פון די דראָט.
דעריבער, אַלומינום-קופּער קאַנעקשאַן טעכנאָלאָגיע ריקווייערז ספּעציעל פּלאַן צו ענשור פאַרלאָזלעך עלעקטריקאַל פאָרשטעלונג איבער די פּראָדוקט לעבן ציקל.
4) אַלומינום איז קעמאַקלי אַקטיוו. עס איז לייכט אַקסאַדייזד ווען יקספּאָוזד צו לופט, פאָרמינג אַ געדיכט און שווער אַלומינום אַקסייד פילם. אַלומינום אַקסייד האט שטאַרק ינסולאַטיאָן פּראָפּערטיעס און וועט ווירקן די קאַנדאַקטיוואַטי פון אַלומינום ווירעס. ווען אַלומינום קאָנטאַקטן קופּער טערמינאַלס אין אַ פייַכט און ענערדזשייזד סוויווע, עס איז גרינג צו פאָרעם אַ גאַלוואַניק אָפּרוף, קאָזינג עלעקטראָטשעמיקאַל קעראָוזשאַן ביי די קשר און קעראָולינג די אַלומאַנאַלז און קעראָוטיד די אַלומאַנאַלז. די סיטואַציע מוזן זיין אַוווידאַד.
5) אַלומינום און קופּער האָבן פאַרשידענע טערמאַל יקספּאַנשאַן קאָואַפישאַנץ. נאָך לאַנג-טערמין אָלטערניישאַן פון הייס און קאַלט, די קשר איז גרינג צו לוסאַן, וואָס ווירקן די רילייאַבילאַטי פון די קשר פונט.
2. פיסיביוויטי אַנאַליסיס און טעכניש סאַלושאַנז פון אַלומינום ריפּלייסינג קופּער
1) פיזאַבילאַטי אַנאַליסיס
ינטערנאַשאַנאַלי, עס זענען דריי הויפּט אָטאַמאָוטיוו דראָט סטאַנדאַרדס: אמעריקאנער, יאַפּאַניש און אייראפעישער. מיט די גלאבאלע ינאַגריישאַן פון ינדאַסטריאַל טעכנאָלאָגיע אין די אָטאַמאָוטיוו אינדוסטריע, די דראָט סטאַנדאַרדס פון פאַרשידן לענדער זענען ביסלעכווייַז מאָווינג נעענטער צו די ISO סעריע אינטערנאַציאָנאַלע סטאַנדאַרדס. דערווייַל, רובֿ דינער ויטאָמאָביל אָעמס נוצן קופּער סאָרט ווירעס און נאָכגיין די ISO 19642-5 און ISO 6722-1 אינטערנאַציאָנאַלע סטאַנדאַרדס. די צוויי סטאַנדאַרדס האָבן ענלעך טעכניש באדערפענישן פֿאַר אָטאַמאָוטיוו קופּער סאָרט ווירעס, און ביידע ספּעציפיצירן די קעגנשטעל, וויטסטאַנד וואָולטידזש און אנדערע קעראַקטעריסטיקס פון די ווירעס אין דעטאַל. צווישן זיי, ISO 19642-5 האט מער דיטיילד באדערפענישן פֿאַר דראָט פאָרשטעלונג.
פרעמד אַלומינום ווירעס איז געניצט אין ינדאַסטריאַל אַפּלאַקיישאַנז אין מינדסטער 30 יאָר. זיי זענען געווען ערשטער געניצט אין די ייווייישאַן אינדוסטריע און אנגעהויבן צו ווערן גענוצט אין די אָטאַמאָוטיוו פעלד אין די פרי 21 יאָרהונדערט. אין 2013, דער באַאַמטער אינטערנאַציאָנאַלע סטאַנדאַרט ISO 6722-2 פֿאַר אָטאַמאָוטיוו אַלומינום ווירעס איז פריי, און אין 2019, די ענלעך ISO 19642-6 איז פריי. אינטערנאַציאָנאַלע סטאַנדאַרדס ISO 19642-6 און ISO 6722 SOS טעכניש באדערפענישן פֿאַר אָנפירער דיאַמעטער, קעגנשטעל, קעגנשטעל, די צוויי סטאַנדזשאַז פון ינסאַלייטיד, האט מער דיטיילד רעקווירעמענץ פֿאַר די פאָרשטעלונג פון אָטאַמאָוטיוו אַלומינום קאָנדוקטאָרס. דעריבער, דער פּלאַן פון דער סכעמע דאַרף קאַמפּריכענסיוולי באַטראַכטן די צוויי אינטערנאַציאָנאַלע סטאַנדאַרדס.
אַלומינום קאָנדוקטאָרס מוזן זיין עקוויוואַלענט צו קופּער קאָנדוקטאָרס און טרעפן דרייַ פונקטן: ערשטער, זיי מוזן ענשור אַז זיי האָבן ענלעך קאַנדאַקטיוואַטי און אנדערע פּראָפּערטיעס צו די ריפּלייסט קופּער קאָנדוקטאָרס, און די אָריגינעל קרייַז איז בייינג די אָנפירער מאַטעריאַלס; רגע, פאַרמייַדן די אַלומינום דראָט פון זייַענדיק אַקסאַדייזד; דריט, דערגרייכן אַ פאַרלאָזלעך קשר צווישן די אַלומינום דראָט און דער וואָקזאַל, ווייַל די אַלומינום מאַטעריאַל האט נידעריק כאַרדנאַס, און קען מידקייַט און ברעכן נאָך בענדינג, וויינדינג און הויך-אָפטקייַט ווייבריישאַן.
2) אַלטערנאַטיוועס פֿאַר מאַכט שורה קאַנדאַקערז
קאַמפּערינג די אינטערנאציאנאלע סטאַנדאַרדס ISO 19642-5 און ISO 6722-1 פֿאַר קופּער קאָנדוקטאָרס, און ISO 19642-6 און ISO 6722-2 פֿאַר אַלומינום קאָנדוקטאָרס, עס איז ענלעך צו די קופּער אָנפירער.
דער אייראפעישער אַלומינום און אַלומינום צומיש זאַץ נאָרמאַל ען 573-3: 2003 סטיפּיומאַנץ אַז אַלומינום און אַלומינום אַלועס קענען זיין צעטיילט אין 8 סעריע. צווישן זיי, סעריע 1 איז ריין אַלומינום דראָט מיט אַ אַלומינום אינהאַלט פון מער ווי 99%; סעריע 2-8 אַלומינום אַלועס זענען נייַ אַלומינום-באזירט קאַמפּאַזאַט אַלועס דעוועלאָפּעד דורך אַדינג פאַרשידענע פּראַפּאָרשאַנז פון סי, ש, מג, מן, נאַנאָ סעראַמפּיום. די מאַטריץ איז אַ היץ-באהאנדלט געשטארקט צומיש. אונטער די צושטאַנד פון ינשורינג זיכער קאַנדאַקטיוואַטי, די טענסאַל שטאַרקייט פון די אַלומינום צומיש איז מאַקסאַמייזד, בשעת ינשורינג גענוג ילאָנגגאַטיאָן.
די קעראַקטעריסטיקס פון 1 סעריע ריין אַלומינום דראָט זענען הויך קאַנדאַקטיוואַטי, גוט טערמאַל קאַנדאַקטיוואַטי, טענסאַל שטאַרקייט פון 60 ~ 110 מפּאַ און קאָנדוקטיאָנטירן גרעסער ווי 12%. דאָס איז די מערסט אָפט געניצט אַלומינום אָנפירער פֿאַר אָטאַמאָוטיוו קייבאַלז. דעם מיינונג פון אַלומינום דראָט איז פּאַסיק פֿאַר גרויס-דיאַמעטער מאַכט קאָרדס.
אין קיצער, דער פּרינציפּ פון עקוויוואַלענט קעגנשטעל קענען זיין נאכגעגאנגען צו פאַרבייַטן קופּער דראָט מיט פּורע אַלומינום דראָט מיט אַ גרעסערע קרייַז-סעקשאַנאַל געגנט, און די קעגנשטעל פון די ווירעס איז די זעלבע אָדער נאָענט. למשל, דער קרייַז-סעקשאַנאַל שטח פון דער אָריגינעל קופּער דראָט איז 35 מם און די מאַקסימום קעגנשטעל פון די מאַקסימום קעגנשטעל פּער אַפּאַראַט לענג ביי 20 ℃ איז 0.527 מω / / עם. די אַלומינום קאַנדאַקאַנט באַשרייַבונג מיט די קלאָוסאַסט קעגנשטעל פּאַראַמעטער דאַרף צו זיין געוואקסן צו 60 ממ 2. די מאַקסימום קעגנשטעל קעגנשטעל פּער אַפּאַראַט לענג ביי 20 ℃ איז 0.525 מω / m.
3) קאַנעקשאַן סכעמע צווישן ווירעס און טערמינאַלס
① פערטיאָן וועלדינג לייזונג
רייַבונג וועלדינג טעכנאָלאָגיע ערידזשאַנייטאַד מער ווי הונדערט יאָר צוריק. עס ניצט די היץ דזשענערייטאַד דורך די רייַבונג פון די קאָנטאַקט ייבערפלאַך צו מאַכן די וואָרקפּיעסע פּלאַסטיקלי דיפאָרמירן אונטער דרוק, און דערמיט אַטשיווינג וועלדינג. די טעכנאָלאָגיע איז וויידלי געניצט אין די יידל און אַעראָספּאַסע פעלדער.
די עקוויפּמענט דרייווז די וואָרקפּיעסע צו דזשענערייט אַ פּלאַץ פון היץ דורך רייַבונג, וואָס ראַדוסאַז די כאַרדנאַס פון די מעטאַל, ימפּרוווז די פּלאַסטיסיטי, ימפּרוווז די פּלאַסטיז, ימפּרוווז די פּלאַסטיסיטי, ימפּרוווז די פּלאַסטיסיטי, און מאכט די פּלאַסטיסיטי, און מאַכן די פּלאַסטיסיטי, און קיל אַטאָמס דיפיוז און קריסטאַלייז יעדער אנדערע צו פאָרעם אַ פעסט רייַבונג וועלדינג שלאָס. אין דער זעלביקער צייט, הויך-פאָרד רייַבונג דיסטרויז אויף די מעטאַל ייבערפלאַך און ימפּרוווז די קאַנדאַקטיוואַטי פון די וועלדיד שלאָס. קאַמפּערד מיט טראדיציאנעלן פוסיאָן וועלדינג, רייַבונג וועלדינג האט די פאלגענדע קעראַקטעריסטיקס: ערשטער, די וועלדעד שלאָס האט הויך שטאַרקייט, סטאַביל קוואַליטעט, גוט קאָמפּאָנענט קאָנסיסטענסי, און די שלאָס שטאַרקייט איז עקוויוואַלענט צו דעם פון די פאָטער מאַטעריאַל; רגע, עס איז ענערגיע-שפּאָרן און ינווייראַנמענאַלי פרייַנדלעך אָן די וועלדינג ראַדז און פּראַטעקטיוו גאַסאַז, קיין טאַקסיק אָדער שעדלעך גאַסאַז זענען דזשענערייטאַד בעשאַס די וועלדינג פּראָצעס און די עקוויפּמענט קאַנסומז ביסל מאַכט; דריט, רייַבונג וועלדינג קענען דערגרייכן די וועלדינג פון אַנדערש מאַטעריאַלס, די שלאָס האט קיין פּאָרעס אָדער ינקלוזשאַנז און קיין עלעקטראָטשעמיקאַל קעראָוזשאַן אַקערז.
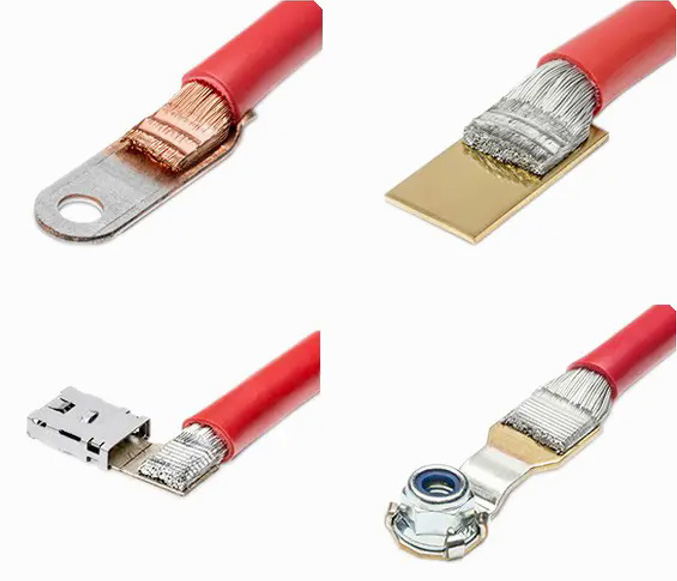
In this solution, the "L"-shaped copper-aluminum composite terminal adopts a rotary friction welding process to connect the end forged copper plate and the tail pure aluminum cylinder. די פאָרדזשד קופּער טעלער איז געניצט צו אַסעמבאַל צו די באַטאַרייע אָדער סטאַרטער. עס איז געמאכט פון מעש, האט הויך שטאַרקייט, איז נישט גרינג צו ברעכן בעשאַס ינסטאַלירונג, און די ייבערפלאַך צינינג קענען גרינגער מאַכן עלעקטראָטשעמיקאַל קעראָוזשאַן געפֿירט דורך די קאָנטאַקט צווישן די מעש און די מעשר און די מעשר און די מעש. די עק פּורע אַלומינום צילינדער איז אַ קאָלנער פּוסט סטרוקטור געניצט צו פאַרבינדן די אַלומינום אָנפירער. נאָך די אַלומינום אָנפירער איז געשטעלט אין די ריין אַלומינום צילינדער אין ספּעציעל ויסריכט, עס איז קרימפּט דורך פאָרדזשינג ויסריכט. די ריין אַלומינום דראָט און די ריין אַלומינום צילינדער זענען געמאכט פון די זעלבע מאַטעריאַל און די זעלבע טערמאַל יקספּאַנשאַן קאָואַפישאַנט, וואָס קענען ויסמיידן מידקייַט בראָך ווען הויך טעמפּעראַטורעס אַלטערנאַטיווע רעכט צו דער חילוק פון טערמאַל יקספּאַנשאַן קאָואַפישאַנט קאָואַפישאַנט קאָואַפישאַנט קאָואַפישאַנט.

די אַדוואַנטאַגעס פון דעם לייזונג זענען: די פאָרדזשד קופּער טעלער קענען טרעפן די אַסיפּאַל ינסטאַלירונג און די אַלומינום רער קאַנעקטינג די אַלומינום דראָט קאַנטראַקץ דורך די פאַרשידענע טערמאַל יקספּאַנשאַן קאָואַפישאַנץ פון די טראדיציאנעלן קופּער, וואָס איז נישט בלויז סאַלעס.
נאָך דער וואָקזאַל איז פארבונדן צו די אַלומינום אָנפירער, אַ טאָפּל-וואָלד היץ ייַנשרומפּן רער מיט קליי קענען ווערן געניצט פֿאַר סילינג. די היץ רעדנקער רער האט ינסאַליישאַן, קעראָוזשאַן קעגנשטעל און טראָגן קעגנשטעל. נאָך זייַענדיק העאַטעד דורך ספּעציעל ויסריכט, די ויסווייניקסט וואַנט שרינקס, און די האַרט קליי אויף די ינער וואַנט מעלץ אין פליסיק קליי, קאַווערינג די וואָקזאַל קשר טייל מאָל. נאָך קאָאָלינג און סאַלידאַפאַקיישאַן, עס קענען דערגרייכן סילינג און קעראָוזשאַן קעגנשטעל, און פאַרמייַדן אַקסאַדיישאַן קעראָוזשאַן פון די שלאָס.
②ולטראַסאָניק וועלדינג לייזונג
זינט די 1980 ס, די אַלטראַסאַניק מעטאַל וועלדינג טעכנאָלאָגיע איז געווענדט צו דראָט כאַרננאַס, מיט אַלטראַסאַניק אָפטקייַט ווייבריישאַן ענערגיע צו ריאָרגאַנייז די רעדוואָרט פון מעטאַל מאָלעקולאַר לאַטאַס סטרוקטור און פאַרבינדן די זעלבע אָדער פאַרשידענע מעטאַל. די וועלדעד שלאָס אַטשיווז מעטאַלערדזשיקאַל באַנדינג אָן מעלטינג די פאָטער מאַטעריאַל, וואָס געהערט צו האַרט-שטאַט וועלדינג וועלדינג וועלדינג און קענען יפעקטיוולי ויסמיידן די ספּאַטער און אַקסאַדיישאַן פון פּראָסט וועלדינג.
ולטראַסאָניק וועלדינג טעכנאָלאָגיע איז וויידלי געניצט אין די קשר פון ווירעס און ווירעס, ווירעס און טערמינאַלס. די וועלדינג פּראָצעס איז גיך און דער פּראָצעס פּאַראַמעטערס קענען זיין מאָניטאָרעד איבער דעם פּראָצעס. די וועלדעד שלאָס איז אַ פּורע מעטאַל קאַנעקטער, וואָס איז ניט אַפעקטאַד דורך יידזשינג, קריכן און מידקייַט. די קשר איז פעסט, די רילייאַבילאַטי איז הויך, און דער קאָנטאַקט קעגנשטעל איז נידעריק.
די טעכנאָלאָגיע קענען פאַרבינדן די זעלבע אָדער אַנדערש מאַטעריאַלס, אַזאַ ווי קופּער און אַלומינום. זינט די מעטאַל איז גלייַך וועלדעד, ניט נאָך סאַדער אָדער פלאַקס איז פארלאנגט. אין אַדישאַן, אַלטראַסאַניק וועלדינג האט נידעריק טערמאַל דרוק אויף דעם מאַטעריאַל און בייסיקלי קען נישט טוישן די פּראָפּערטיעס פון די וועלדעד מאַטעריאַל און די אַרומיק מאַטעריאַלס. ולטראַסאָניק וועלדינג האט אַ פּשוט פּראָצעס, הויך שלאָס שטאַרקייט, גוט קאַנדאַקטיוואַטי און אַ ברייט קייט פון אָנפירער ספּעסאַפאַקיישאַנז וואָס קענען זיין וועלדעד. קאָנדוקטאָרס מיט אַ קרייַז-סעקשאַנאַל שטח פון 160 ממ 2 אָדער אפילו גרעסערע קענען זיין וועלדעד. ענלעך צו רייַבונג וועלדינג טעכנאָלאָגיע, אַלטראַסאַניק וועלדינג טעכנאָלאָגיע איז פּאַסיק פֿאַר די פֿאַרבינדונג פּאַסיק, אַזאַ ווי קופּער און אַלומינום, דראָט און טעלער, און איז וויידלי געניצט אין די דראָט און קאַבלע אינדוסטריע. דעריבער, דעם לייזונג ניצט מעש טערמינאַלס, וואָס זענען פארבונדן צו ריין אַלומינום קאָנדוקטאָרס דורך אַלטראַסאַניק וועלדינג טעכנאָלאָגיע, און זענען קראַפּט מיט קלאָז פון די ענדס פון די טערמינאַלס צו פֿאַרבעסערן די רילייאַבילאַטי פון די קשר. סימילאַרלי, טאָפּל-וואָלד קלעפּיק היץ ייַנשרומפּן טובינג קענען ווערן געניצט צו פּלאָמבע די קשר צו פאַרמייַדן אַקסאַדיישאַן קעראָוזשאַן ביי די שלאָס.
3. קיצער
Based on the current situation of high cost and heavy weight of automotive copper wires, this paper studies the performance standards of copper and aluminum wires, and proposes a technical solution for replacing copper wires with aluminum wires, providing a new way for enterprises to reduce costs and reduce weight.

 עק -6100 אָטאַמאַטיק היץ ייַנשרומפּן רער קאַטינג מאַשין עק -6800 אָטאַמאַטיק קאַטינג מאַשין עק -6100 אָ אָטאַמאַטיק הייס קאַטינג מאַשין עק-830 קאָררוגאַטעד רער קאַטינג מאַשין EC-6500 אָטאַמאַטיק קאַבלע און רער קאַטינג מאַשין עק-810 אָטאַמאַטיק קאַבלע קאַטינג מאַשין EC-850X אָטאַמאַטיק ראָטאַרי קאַטינג מאַשין עק-821 קאָררוגאַטעד רער קאַטינג מאַשין עק-890 מולטיפונקטיאָנאַל אָטאַמאַטיק קאַטינג מאַשין עק -870 הויך-מאַכט אָטאַמאַטיק רער קאַטינג מאַשין עק -816 אָטאַמאַטיק קאַטינג מאַשין עק-823 הויך ספּיד קאַטינג מאַשין עק-805 אָטאַמאַטיק קאַבלע קאַטינג מאַשין עק-860 קאָררוגאַטעד רער קאַטינג מאַשין עק -830 ף אָטאַמאַטיק רער קאַטינג מאַשין מיט פידינג סיסטעם EC-3100 אָטאַמאַטיק קאַבלע און רער קאַטינג מאַשין
עק -6100 אָטאַמאַטיק היץ ייַנשרומפּן רער קאַטינג מאַשין עק -6800 אָטאַמאַטיק קאַטינג מאַשין עק -6100 אָ אָטאַמאַטיק הייס קאַטינג מאַשין עק-830 קאָררוגאַטעד רער קאַטינג מאַשין EC-6500 אָטאַמאַטיק קאַבלע און רער קאַטינג מאַשין עק-810 אָטאַמאַטיק קאַבלע קאַטינג מאַשין EC-850X אָטאַמאַטיק ראָטאַרי קאַטינג מאַשין עק-821 קאָררוגאַטעד רער קאַטינג מאַשין עק-890 מולטיפונקטיאָנאַל אָטאַמאַטיק קאַטינג מאַשין עק -870 הויך-מאַכט אָטאַמאַטיק רער קאַטינג מאַשין עק -816 אָטאַמאַטיק קאַטינג מאַשין עק-823 הויך ספּיד קאַטינג מאַשין עק-805 אָטאַמאַטיק קאַבלע קאַטינג מאַשין עק-860 קאָררוגאַטעד רער קאַטינג מאַשין עק -830 ף אָטאַמאַטיק רער קאַטינג מאַשין מיט פידינג סיסטעם EC-3100 אָטאַמאַטיק קאַבלע און רער קאַטינג מאַשין CS-4507 מולטיפונקטיאָנאַל דראָט סטריפּינג מאַשין UniStrip 2016 פּנעוומאַטיש ווירע סטריפּינג מאַשין UniStrip 2018E עלעקטריק קאַבלע דראָט סטריפּינג מאַשין CS-5507 אָטאַמאַטיק קאָואַקסיאַל קאַבלע סטריפּינג מאַשין CS-5515 אָטאַמאַטיק קאָואַקסיאַל קאַבלע סטריפּינג מאַשין CS-400 בריידיד שילד קאַבלע סטריפּינג מאַשין האַלב-אָטאַמאַטיק ראָטאַרי-בלייד קאַבלע סטריפּינג מאַשין CS-2486 קאָאַקסיאַל קאַבלע דראָט סטריפּינג מאַשין
CS-4507 מולטיפונקטיאָנאַל דראָט סטריפּינג מאַשין UniStrip 2016 פּנעוומאַטיש ווירע סטריפּינג מאַשין UniStrip 2018E עלעקטריק קאַבלע דראָט סטריפּינג מאַשין CS-5507 אָטאַמאַטיק קאָואַקסיאַל קאַבלע סטריפּינג מאַשין CS-5515 אָטאַמאַטיק קאָואַקסיאַל קאַבלע סטריפּינג מאַשין CS-400 בריידיד שילד קאַבלע סטריפּינג מאַשין האַלב-אָטאַמאַטיק ראָטאַרי-בלייד קאַבלע סטריפּינג מאַשין CS-2486 קאָאַקסיאַל קאַבלע דראָט סטריפּינג מאַשין UniCrimp TM-20 טערמינאַל קרימפּינג מאַשין TM-20S אָטאַמאַטיק דראָט טערמינאַל קרימפּינג מאַשין טמ-200 טערמינאַל קרימפּינג מאַשין טם -10 פּ רעגיסטרירט דזשאַק קרבן מאַשין TM-E140 פאַר-ינסאַליישאַן פעררולע טערמינאַל סטריפּ און קרימפּ מאַשין TM-E140S אָטאַמאַטיק דראָט סטריפּינג פעררול קרימפּינג מאַשין טם-פּ 300 פּנעוומאַטיש טערמינאַל קרימפּינג מאַשין TM-E116 עלעקטריקאַל טערמינאַל קרימפּינג מאַשין TM-P120 פּנעוומאַטיש טערמינאַל קרימפּינג מאַשין SAT-AS6P פּנעוומאַטיש קרימפּינג אַפּלאַקייטער SAT-MS6 מעטשאַניקאַל קרימפּינג אַפּלאַקייטער זייַט פיטער טערמינאַל קרימפּינג אַפּלאַקייטער דערציען פיטער טערמינאַל קרימפּינג אַפּלאַקייטער פאָן טערמינאַל קרימפּינג אַפּלאַקייטער קרימפּ אַפּלאַקייטער פֿאַר ינסאַלייטיד טערמינאַלס טם סעריע ינטעליגענט סערוואָ טערמינאַל קרימפּינג מאַשין SAT-MS5 OTP מעטשאַניקאַל אַפּלאַקייטער TM-25M אָטאַמאַטיק טערמינאַל קרימפּינג מאַשין TM-CS6 הינטער שטיל קופּער גאַרטל קרימפּינג מאַשין
UniCrimp TM-20 טערמינאַל קרימפּינג מאַשין TM-20S אָטאַמאַטיק דראָט טערמינאַל קרימפּינג מאַשין טמ-200 טערמינאַל קרימפּינג מאַשין טם -10 פּ רעגיסטרירט דזשאַק קרבן מאַשין TM-E140 פאַר-ינסאַליישאַן פעררולע טערמינאַל סטריפּ און קרימפּ מאַשין TM-E140S אָטאַמאַטיק דראָט סטריפּינג פעררול קרימפּינג מאַשין טם-פּ 300 פּנעוומאַטיש טערמינאַל קרימפּינג מאַשין TM-E116 עלעקטריקאַל טערמינאַל קרימפּינג מאַשין TM-P120 פּנעוומאַטיש טערמינאַל קרימפּינג מאַשין SAT-AS6P פּנעוומאַטיש קרימפּינג אַפּלאַקייטער SAT-MS6 מעטשאַניקאַל קרימפּינג אַפּלאַקייטער זייַט פיטער טערמינאַל קרימפּינג אַפּלאַקייטער דערציען פיטער טערמינאַל קרימפּינג אַפּלאַקייטער פאָן טערמינאַל קרימפּינג אַפּלאַקייטער קרימפּ אַפּלאַקייטער פֿאַר ינסאַלייטיד טערמינאַלס טם סעריע ינטעליגענט סערוואָ טערמינאַל קרימפּינג מאַשין SAT-MS5 OTP מעטשאַניקאַל אַפּלאַקייטער TM-25M אָטאַמאַטיק טערמינאַל קרימפּינג מאַשין TM-CS6 הינטער שטיל קופּער גאַרטל קרימפּינג מאַשין ESC-BX1 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX4 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX30 אָטאַמאַטיק גרויס קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX30S שידד קאַבלע אָטאַמאַטיק קאַטינג און סטריפּינג מאַשין ESC-BX30SNY אָטאַמאַטיק ראָטאַרי קאַבלע סטריפּינג מאַשין ESC-BX6 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX7 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX8S שייד קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX8PR ווירע קאַטינג און סטריפּינג מאַשין ESC-BX9 אָטאַמאַטיק שנייַדן און סטריפּ מאַשין ESC-BX30SC אָטאַמאַטיק קאַבלע ווירע קאַטינג און סטריפּינג מאַשין ESC-BX120 אָטאַמאַטיק קאַטינג און סטריפּינג מאַשין Esc-bx35r מולטי-פונקציאָנירן דריי - קאַבלע סטריפּינג מאַשין ESC-BX120S מולטי-האַרץ קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX60 אָטאַמאַטיק קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX300 אָטאַמאַטיק קאַבלע ווירע קאַטינג און סטריפּינג מאַשין ESC-BX16 דראָט קאַטינג סטריפּינג מאַשין ESC-BX20SF פלאַך צווילינג ווירע קאַטינג און סטריפּינג מאַשין
ESC-BX1 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX4 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX30 אָטאַמאַטיק גרויס קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX30S שידד קאַבלע אָטאַמאַטיק קאַטינג און סטריפּינג מאַשין ESC-BX30SNY אָטאַמאַטיק ראָטאַרי קאַבלע סטריפּינג מאַשין ESC-BX6 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX7 ווירע קאַטינג און סטריפּינג מאַשין ESC-BX8S שייד קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX8PR ווירע קאַטינג און סטריפּינג מאַשין ESC-BX9 אָטאַמאַטיק שנייַדן און סטריפּ מאַשין ESC-BX30SC אָטאַמאַטיק קאַבלע ווירע קאַטינג און סטריפּינג מאַשין ESC-BX120 אָטאַמאַטיק קאַטינג און סטריפּינג מאַשין Esc-bx35r מולטי-פונקציאָנירן דריי - קאַבלע סטריפּינג מאַשין ESC-BX120S מולטי-האַרץ קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX60 אָטאַמאַטיק קאַבלע קאַטינג און סטריפּינג מאַשין ESC-BX300 אָטאַמאַטיק קאַבלע ווירע קאַטינג און סטריפּינג מאַשין ESC-BX16 דראָט קאַטינג סטריפּינג מאַשין ESC-BX20SF פלאַך צווילינג ווירע קאַטינג און סטריפּינג מאַשין ACC-101 אָטאַמאַטיק איין-קאָפּ טערמינאַל קרימפּינג מאַשין ACC-102A גאָר אָטאַמאַטיק טערמינאַל קרימפּינג מאַשין (ביידע ענדס) ACC-102B אָטאַמאַטיק טאָפּל טערמינאַל קרימפּינג מאַשין ACC-105 גאָר אָטאַמאַטיק איין-קאָפּ סוף-דיפּינג טין מאַשין ACC-106 גאָר אָטאַמאַטיק 5-דראָט איין-קאָפּ סוף-דיפּינג צין מאַשין ACC-202UP גאָר-אָטאַמאַטיק שנייַדן, פּאַס, קרימפּ, אַרייַנלייגן און היץ היץ-שרינג רער מאַשין ACC-308B אָטאַמאַטיק טינינג מאַשין סאַדערינג מאַשין פֿאַר ביידע זייַט ACC-208 גאָר אָטאַמאַטיק קרימפּינג מאַשין (ביידע ענדס) ACC-508 גאָר אָטאַמאַטיק טוויסטינג, סאַדערינג און קרימפּינג מאַשין ACC-608 גאָר אָטאַמאַטיק פלאַך קאַבלע קאַט סטריפּ און קרימפּ מאַשין
ACC-101 אָטאַמאַטיק איין-קאָפּ טערמינאַל קרימפּינג מאַשין ACC-102A גאָר אָטאַמאַטיק טערמינאַל קרימפּינג מאַשין (ביידע ענדס) ACC-102B אָטאַמאַטיק טאָפּל טערמינאַל קרימפּינג מאַשין ACC-105 גאָר אָטאַמאַטיק איין-קאָפּ סוף-דיפּינג טין מאַשין ACC-106 גאָר אָטאַמאַטיק 5-דראָט איין-קאָפּ סוף-דיפּינג צין מאַשין ACC-202UP גאָר-אָטאַמאַטיק שנייַדן, פּאַס, קרימפּ, אַרייַנלייגן און היץ היץ-שרינג רער מאַשין ACC-308B אָטאַמאַטיק טינינג מאַשין סאַדערינג מאַשין פֿאַר ביידע זייַט ACC-208 גאָר אָטאַמאַטיק קרימפּינג מאַשין (ביידע ענדס) ACC-508 גאָר אָטאַמאַטיק טוויסטינג, סאַדערינג און קרימפּינג מאַשין ACC-608 גאָר אָטאַמאַטיק פלאַך קאַבלע קאַט סטריפּ און קרימפּ מאַשין HSM-60 היץ שרינק רער פּראַסעסינג מאַשין HSM-70 היץ שרינק רער פּראַסעסינג מאַשין HDM-80B היץ שרינק רער פּראַסעסינג מאַשין HSM-90 היץ שרינק רער פּראַסעסינג מאַשין HSM-25M היץ שרינק רער פּראַסעסינג מאַשין HSM-120 היץ שרינק רער באַהיצונג מאַשין HSM-160 היץ שרינק רער פּראַסעסינג מאַשין HDM-80A היץ שרינק רער באַהיצונג מאַשין HSM-260E ענקלאָוזד היץ שרינק רער פּראַסעסינג מאַשין HSM-260O עפֿן היץ שרינק רער פּראַסעסינג מאַשין HSM-20 ינטעליגענט היץ שרינק רער פּראַסעסינג מאַשין
HSM-60 היץ שרינק רער פּראַסעסינג מאַשין HSM-70 היץ שרינק רער פּראַסעסינג מאַשין HDM-80B היץ שרינק רער פּראַסעסינג מאַשין HSM-90 היץ שרינק רער פּראַסעסינג מאַשין HSM-25M היץ שרינק רער פּראַסעסינג מאַשין HSM-120 היץ שרינק רער באַהיצונג מאַשין HSM-160 היץ שרינק רער פּראַסעסינג מאַשין HDM-80A היץ שרינק רער באַהיצונג מאַשין HSM-260E ענקלאָוזד היץ שרינק רער פּראַסעסינג מאַשין HSM-260O עפֿן היץ שרינק רער פּראַסעסינג מאַשין HSM-20 ינטעליגענט היץ שרינק רער פּראַסעסינג מאַשין CS-9070 הויך-וואָולטידזש קאַבלע שילד קאַטינג מאַשין FS-9053 קאַבלע שילד פאָלדינג מאַשין אַקס-9100 קאַבלע שילד פּראַסעסינג מאַשין ACS-9200 אָטאַמאַטיק קאַבלע שילד פּראַסעסינג סיסטעם ACS-9300 אַוטאָמאָטיווע הויך וואָולטידזש קאַבלע פּראַסעסינג מאַשין אַקס-9500 הויך וואָולטידזש קאַבלע פּראַסעסינג מאַשין פק-9312 אַלומינום שטער קאַטינג מאַשין CS-9120 קאַבלע סטריפּינג מאַשין
CS-9070 הויך-וואָולטידזש קאַבלע שילד קאַטינג מאַשין FS-9053 קאַבלע שילד פאָלדינג מאַשין אַקס-9100 קאַבלע שילד פּראַסעסינג מאַשין ACS-9200 אָטאַמאַטיק קאַבלע שילד פּראַסעסינג סיסטעם ACS-9300 אַוטאָמאָטיווע הויך וואָולטידזש קאַבלע פּראַסעסינג מאַשין אַקס-9500 הויך וואָולטידזש קאַבלע פּראַסעסינג מאַשין פק-9312 אַלומינום שטער קאַטינג מאַשין CS-9120 קאַבלע סטריפּינג מאַשין סטב-10 אָטאַמאַטיק טייפּ באַנדלינג מאַשין STB-50 דעסקטאָפּ בונדלינג מאַשין סטב-60 קלעפּיק טייפּ בונדלינג מאַשין STB-55 דעסקטאָפּ טייפּ בונדלינג מאַשין STC-50 אָטאַמאַטיק טייפּ קאַטינג מאַשין סטפּ-ב האַנט-געהאלטן טאַפּינג מאַשין STP-F האַנט-געהאלטן ליטהיום באַטערי טייפּ ראַפּינג מאַשין STP-C אָטאַמאַטיק דראָט טאַפּינג מאַשין STP-D אָטאַמאַטיק טייפּ ראַפּינג מאַשין STP-AS אָטאַמאַטיק טייפּ באַנדלינג מאַשין
סטב-10 אָטאַמאַטיק טייפּ באַנדלינג מאַשין STB-50 דעסקטאָפּ בונדלינג מאַשין סטב-60 קלעפּיק טייפּ בונדלינג מאַשין STB-55 דעסקטאָפּ טייפּ בונדלינג מאַשין STC-50 אָטאַמאַטיק טייפּ קאַטינג מאַשין סטפּ-ב האַנט-געהאלטן טאַפּינג מאַשין STP-F האַנט-געהאלטן ליטהיום באַטערי טייפּ ראַפּינג מאַשין STP-C אָטאַמאַטיק דראָט טאַפּינג מאַשין STP-D אָטאַמאַטיק טייפּ ראַפּינג מאַשין STP-AS אָטאַמאַטיק טייפּ באַנדלינג מאַשין CMCW-200T אָטאַמאַטיק דראָט וויינדינג מאַשין מיט קאָונטער מעטער פונקציע דעסקטאָפּ אָטאַמאַטיק קאַונטינג מעטער וויינדינג און בונדינג מאַשין CMCW-300F פלאָר טיפּ אָטאַמאַטיק וויינדינג מאַשין מיט קאָונטער מעטער פונקציע שטאָק שטייענדיק מעטער קאַונטינג קאַבלע דראָט קאָילינג און בונדלינג מאַשין WT-645S אָטאַמאַטיק דראָט וויינדינג און טייינג מאַשין מיט סאָרטינג פונקציע אָטאַמאַטיק דראָט וויינדינג מאַשין מיט סאָרטינג פונקציע אָטאַמאַטיק דראָט וויינדינג און טייינג מאַשין
CMCW-200T אָטאַמאַטיק דראָט וויינדינג מאַשין מיט קאָונטער מעטער פונקציע דעסקטאָפּ אָטאַמאַטיק קאַונטינג מעטער וויינדינג און בונדינג מאַשין CMCW-300F פלאָר טיפּ אָטאַמאַטיק וויינדינג מאַשין מיט קאָונטער מעטער פונקציע שטאָק שטייענדיק מעטער קאַונטינג קאַבלע דראָט קאָילינג און בונדלינג מאַשין WT-645S אָטאַמאַטיק דראָט וויינדינג און טייינג מאַשין מיט סאָרטינג פונקציע אָטאַמאַטיק דראָט וויינדינג מאַשין מיט סאָרטינג פונקציע אָטאַמאַטיק דראָט וויינדינג און טייינג מאַשין





